������4��MD��˾����������Ŀ����ƺ�ʵʩ
����4.1 MD��˾����������Ŀ�����
����4.1.1 MD��˾������Ŀ��Ƶ�ָ��˼��
��������������ĿҪ˳������,������Ҫ�쵼��ת�����,ӭ�ӱ��,�������������˼�롣���,������ϵ���ȫԱ���뾫����Ŀ�ķ�Χ,�ر��Ǹ߲��쵼����Ŀ�Ļ���֧�֡��ٴ�,�Ӿ���������������������,Ϊ������Ŀ������ṩָ��˼�롣
����ղķ˹P.����˺͵����T.��˹1996��ľ��š�����˼�롷��,�״������“����˼��”һ��,���ж��ǿ��Lean ThinkingΪ���������ṩָ�������ָ��˼��,LeanThinking�ı����������ٵijɱ�Ͷ��,���ٵ���ԴͶ��,Ϊ��˾�������IJ���,ʹ��˾����������;��ҵ������ļ�ֵ�ͲƸ�,�����Խ�Ǯ�ͳ��ͻر����ɶ������;����˼�������ҵ������ϵ�˿�,��ʱ�˽�˿�����,����˿�������Ҫ�IJ�Ʒ��
��������˼��Ҫ����ҵѰ����õIJ���,��ȷ�ṩ���ͻ��ļ�ֵ��Ҫ����ҵ���м�ֵ��ͼ����,��ԭ���ϲɹ�����Ʒ�������������䵽�ۺ����,�ӿͻ���ֱ������������,ʹ��ֵ����˳��,Ϊ��ҵʵ����ֵ��������˼�롷�н�“ȷ����ֵ”��“��ֵ��”��“����”��“����”��“���ƾ���”�ȸ���ΪLean Thinking�������ԭ��:
����1��ȷ����ֵ(Value)
��������˼����Ϊ��ҵ��еļ�ֵ��Ҫ����������ͻ�������,�ṩ�ͻ���Ҫ�IJ�Ʒ�����,һ���Կͻ�Ϊ��ּ�ļ�ֵ������Ʋ�Ʒ,�����Ʒ�����۲�Ʒ����ҵ��Ҫ�ı��ȥ���������г��ͻ�����,���������������²�Ʒ,Ԥ��ͻ���������,Ȼ��äĿ����������һ���IJ�Ʒ���г����������ͻ�������Щ��ҵ����Ϊ�м�ֵ�IJ�Ʒ�����,Ҳ����Ʒ�����Ĺ��ܺͼ�ֵ����һ�����û�������Ҫ��,��Ȼ�������ķ���ֵ�����˷ѡ���ô��ҵ��Ҫ�ӿͻ��ĽǶ���������Ʒ��ơ���Ʒ���������۽���,���ڲ���ֵ�Ļ��ɾ������Ҫ�Ĺ���,���ṩ�ͻ���Ҫ�IJ�Ʒ,�������м�ֵ��ҵ��
����2����ֵ��(ValueStream)
������ֵ����ָ�ڹ�Ӧ��ԭ����ת��Ϊ�˿������Ʒ�Ĺ�����,��������ת�����̸����˼�ֵ�����л����ֵ���е���Щ�����:�Ӹ�����ơ������Բ�������Ͷ������ƽ�;�ӹ�Ӧ���µ�,���ն���,�ƻ��Ų�����Ʒ�����Ĵ�������;��ԭ���������ӹ�Ϊ�˿�����ij�Ʒ�ļӹ�����;�Լ��ڲ�Ʒ�������������е���Ҫ���е�ά���������̡�����˼���ȡ�ͱ���ֵ������ҪĿ��,��Ϊ���ڼ�ֵ����������ֵ��ͷ���ֵ�,Ȼ����취�������еķ���ֵ�������ҵ��������ֵ���в���ֵ�Ļ�����˷ѻ,������ҵʶ���ֵ������Ϊ�˸��õ��ڹ����з����˷ѡ������˷Ѻ������˷ѡ�
����3������(How)
��������˼��ǿ������ҵ������ֵ�����л�����IJ�ͣ����,���ر��ע������������ԴԴ���ϵ�“����”��“��ֵ��”��ǿ���ľ��Dz���ϵ�����,�����ڹ�ȥ��ͳ����������谭�˼�ֵ������,�粿�ŵķֹ�,��ͬ���εı����,�������������ȵ��ж��˱�Ӧ�����������ļ�ֵ��������������ʽ��ʼ�˴�Ұ��һ��β���,�������������������е��谭“����”�������,��֮Ϊ����ֵ�,���лֻ�������������ܲ������ļ�ֵ;����˼�����“��ҵȫ��Ա������Ҫ�����������������Ϊ����˼��,��Ϊ������ҵ����������������,�Ӳ�Ʒ��Ƶ������ܹ�ʵ�ֲ���ϵ���������,��ô��ҵ�ľ�Ӫ��Ϳ��Ը�Ч����”���õ�����(One-Piece Flow)[43],������,��������(Kanban)�ȷ������������������Ż�������ʵ�ֳ���������
����4������(Pull)
����������ָ�ӿͻ�����������������֯����,�ڿͻ���Ҫ��ʱ���ṩ�����ϸ�IJ�Ʒ,�����ǽ��ͻ�����Ҫ�IJ�Ʒ�������ͻ�����������ʵ���˹�Ӧ�������ν�,�����˵ȴ�ʱ�������Ͷ��,������ǰ��ʱ��ʹ��Ϳ��,����ʵ�ְ�������,��ʱ��������������ҵ�ɹ����к�ʵʩ��������,�ӿͻ���������������ҵ����������,ͨ���������,������ҵ��ʵ���˰����Զ��������������ܿͻ�ʲôʱ���������,��ҵ���ܰ��ͻ�Ҫ���ṩ������Ҫ�IJ�Ʒ����ʽ��������Ҫ��ǰ����,����Ҫ��ǰ����,������������,Ϊ��ҵ��ʡ�����ɱ�����ҵһ����Ҫ����ʱ�������͵�������ͬ����ʵʩ,�������������������Ż�,�Ӷ�ʹ��ҵ�����е������������ӵ���ѵ�Ч����
����5�����ƾ���(Perfection)
����������˼�롷������ղķ˹P.���������ǿ�������������Ŀ��֮һ��:“��ҵͨ�����ƾ����ļ�ֵ�������(������ơ�����ͶԲ�Ʒ����������������ڵ�֧��)��Ϊ�ͻ��ṩ���ƾ����ļ�ֵ������ҵҪ�ﵽ“���ƾ���”,������ֹ���ij�������,���ϵ������������ҵ�е��˷�,�����ٵ�Ͷ��Ϊ�û��ṩ����ļ�ֵ��
������������,����˼����Ϊ����������ϵ��ָ��˼��,Ϊ���о���������ʽ�ṩ����֧�֡�MD��˾����ƺ����о���������Ŀ����ʱ,����ѭ����˼�����ԭ��,Ӧ����ؾ����ַ��������о�����Ŀ��
����4.1.2 MD��˾���о�����Ŀ��Ŀ��
�����Ӿ��������ĸ���ں���������ϵ�����,��������Ҫʵ��4��Ŀ��,�����˷ѡ����桢��ȱ�ݺ����ԡ�����MD��˾����ƾ�����Ŀ���з���ʱ,Χ�����ʵ�־���������4��Ŀ����������Ŀ��ơ���������Ҫʵ�ֵ�4��Ŀ��,�������������:
����1�����˷�
��������������������һ�в���Ҫ���˷�,Ϊ��ҵʵ����ֵ�����������й˿Ͳ�Ը��֧����ҵ�,��û�и��ͻ�������ֵ��һ�в���ֵ�,����֮Ϊ�˷�[M���ִ���ҵ����Ȼ�����źܶΪ�ͻ������ֵ���˷�,����ԭ���Ϲ�ʣ�����Ʒ���͡���ҵ��Ա�ȴ��ͳ�Ʒ���ϵ�����˷ѡ��˷�,�Ǹ���ҵ�д��ڵ�һ��ͨ��,������ҵ��˵�����Զ������˷��ǶԼ�ֵ���жϲ���ƫ��,���ֳ��˷�����ȷ��,�Ӷ����³����Ľ�������������ʵ��,���,Ҫ�����Ľ�,����Ҫ�ֱ��ֵ,ʶ���˷�[45]���˷�ʵʩ�����������Ⱦ���Ҫʶ��������ĸ����˷ѻ,Ȼ��ʩ�ӶԲ��Ը��ơ�ͨ�������е��˷ѻ��������Ϊ����:��������˷ѡ���������������˷ѡ�����װж���˷ѡ�����Ʒ�������˷ѡ��ȴ����˷ѡ����ȼӹ����˷ѺͲ������������˷ѡ�
�����š������˷ѡ����������п����˷ѱ�����Ϊ�����˷�,������ԭ���ϡ����Ʒ������Ʒ�ͳ�Ʒ��档���ռ�ù�˾����,Ͷ�뱣����Ա,ռ�������ʽ�,���eֵ�ȷ��ա�
�����ơ����˵��˷ѡ����˹����а������á��ѻ����ƶ���װж��ά���Ȳ���,��Щ������Ҫ������Ͷ��,��������ֵ���˷ѡ�
����(3)���ȴ����˷ѡ�����������ҵ��ƽ�⡢ͣ�����ϡ������쳣���豸�쳣��ԭ��,���Ա��ͣ����������,�ȴ���һ���Ĺ������ݡ�
�����ȡ�����Ʒ���˷ѡ������г��ֲ���Ʒ,��Ҫ��������,�ؽ��������������Ϻ�ȼ�ϵ�Ͷ���˷ѡ����ֲ���Ʒ����Ӱ�콻��,�����������ϱ���,�������ش���ʧ��
����(5)���ӹ����˷ѡ���Ʋ�����,���������ζ���Ͷ��ļӹ��˷ѡ����ȼӹ�����ּӹ������Ķ�������Ͷ����˷ѡ�
����(6)�������������˷ѡ�ָ��������ǰ��������������,�������������IJ�Ʒ�ѻ��γɿ���˷ѡ�����������ԭ��:һ��������Ϊ�˷�ֹͣ������,������ȫ����ֹȱ��;���ǹ�˾���ܹ�ʣ,�߱�����������豸������,���������ж���������
����(7)���������˷ѡ�ָ��ҵԱδ�����ض�������ԭ�������ҵ,������һЩ�����и��Ӽ�ֵ�����Ķ����˷ѡ�����:�ڹ�����������Ƶ���ҵ����,��Ҫ����Ƶ��ת���������Ͳ��еȸ�ǿ����ҵ����,�����¼��ϲ���ҵ���ݴﵽ�������ú�����
����
����2������
��������������������Ϊ“����������֮Դ”,�������˾���������˷�:(1)������ڸ��˺ܶ��������;�ơ����ռ�ó��غ������ʽ�;�ǡ���������Ҫ�İ��ˡ����������˵��˷�;�ȡ�Ͷ��ִ���Ա�̵㡢ά���ͱ��ܿ��;(5)�����Ʒ�ѻ��Ͱ����н��������ⷵ��ά��[46]��
������һ��������ҵ����ڲ�������ʱ,�������ڸǹ�˾�����еĺܶ����⡣����,�豸���ϴ�����ͣ������,ኹ������������ͻ�,��Ʒ��ƻ������ȱ������ͣ��,�����ƻ�������ɲ����νӲ����ȵ�,��������ͨ��ʹ�ø��ֶ�����,��ʹΣ������,�������е�������һ�ڸǡ��ӱ����Ͽ�,��ҵ����������˳��������,ʵ������������ϵͳ����������,Σ���ķ�,��ʱ��������ҵ���չ��š������Щ��������δ�ܼ�ʱ���,����������ֲ�����©��ȱ��,�ջ�����,��ô�����߽���Į�����Ķ�ʧȥ���֡��������Ķ���,�������⽫��Զ�ò�����������,��Ұ��һ[29]2G_28ǿ��,�����“�����˷�”,�Ǿ�Ӫ�����������ʧ��������ס�����Dz�Ʒ��ơ�������ҵ�����̹����IJ�����������,��Ҫ���������������ҵ��ϸ�������ľ������,�Ǿ���������ʽҪ�ﵽ��Ŀ��֮һ��
����3����ȱ��
����“��ȱ��”˼���ɱ���Ϊ“��ȱ��֮��”��“ȫ������������ʦ”��“ΰ��Ĺ���˼���”�ķ�����.����˹�������20����70�����ȱ�ݹ����������������,�����ȱ�ݹ��������ձ�,�������ձ�����ҵ�ķ�չ,���������������õ�Ѹ���ռ�[47]��
������ȱ�ݼ��ZD (Zero Defect),�ֱ���Ϊ��ȱ���ȱ��Ԥ��,��ȱ�ݹ���˼��������ҵ�ھ�Ӫ����ʱҪ��ַ����˵������ܶ��ԡ�����ߡ������ߺ;�Ӫ��ҪŬ��ʹ�Լ��IJ�Ʒ��ҵ����ȱ��,�������������ߵ���������Ŀ����ܶ�����Ҫ���Ʒ������һ��ʼ�ͱ������������̬�Ȱѹ�������ȷ����,��ˮƽ����,�ɱ�������,�����ڵȷ�����к�������,�����������º�ļ�������������ȱ��ǿ������Ԥ�����ƺ��̿���,Ҫ���һ�ξͽ���������,ʹ��Ʒ���϶Կͻ���ŵ��Ҫ��[48]��
������ȱ�������о���������Ŀ���Ⱦ�����,Ϊ���������ṩ��ʵ֧�֡����������Ҫʵ�ֲ�Ʒ��ȱ��,��Ҫ�����ʵʩȫ�������������Ӷ����Ϸ���,ȫ����������(TQM)��ָ�ڹ�˾����쵼�ߵ�ȫ���ƶ���,Ҫ����ҵȫ��Ա�����Բ�Ʒ��������Ϊ�ؼ�ָ��,Ӧ�úͽ�ϸ����Ƚ������ַ�,���Ŷ�Э������ĿС�鷽ʽ��������,����һ��ѧ��Ч����������ϵͳ,ʵʱ��ضԲ�Ʒ������������Ч���ĸ�������,ͨ�������ʵĹ�������õķ���,Ϊ�ͻ��ṩ��Ҫ�IJ�Ʒ�����л��
�������,Ҫʵ�ֲ�Ʒ��ȱ��,������Ҫ��ÿ���˵�һ�ξͰ���������,ǿ����ǰ����,��������Ȧ������С���ȫ������������������������һ�ֹ�������,������ȷ��������ʶ����,��Ԥ������Ʒ�ij��֡���“��ȱ��”Ŀ��Ĺ���,ͬʱҲ�Ǿ����������ƾ����Ĺ��̡�
����4��������
������������ָ“��˾���õĹ���ģʽ��˾�ܹ��ܹ���Ӧ���ֱ仯,������ͻ�����ĸ�������,Ѹ����ɹ�˾����Ŀ��,�Ӷ���ǿ��˾���ۺ�ʵ��”[5^������ⲿ�г�����ı��Ī��,����������ʽ��ʵ�ָ���������,����ͻ��������������ſͻ����컯�����Խ��Խ��,�Լ�С��������Ʒ�ֵ�����Ҫ��,��ô��ҵ�������Ի������ܹ�����ͻ�����Ķ���������Ϊ��ʵ�����Ի�����,�������������,��Ҫ�����¼���������и��ơ�
����(1)����Ҫ����֯�ܹ�����,�Ƴ�ְ�ܲ�������,���ñ�ƽ�ܹ���ĿС�顣��ҵ��Ȩ�·�,����Ա���������쳣�����,15/��ͣ�߶����������,ʹ�����ܹ���ʱ��¶�ͽ����
�����ơ�����Ա����ϵ,��ס��Ա��,,ǿԱ���ȶ��ԡ����Ӳ���Ա����������ѵ,����������,�༼�ܵ�Ա��,����һ�˶༼��,��Ϥ�����λ�IJ��������ⲿ��������Ҫ���ж�Ʒ�ֻ�ת����������ʱ,�������Ӧ�Խ�����Ա����,���·�����ҵԱ����ҵ��������Ӧ�����ı仯��
����(3)���ı������Ĵ���������ģʽ,������С��������������U����ˮ��,����һ�����ĵ�Ԫ��������ʽ��ʵ�ֿ��ٻ�������,����ת�����ߵ�Ч����ʧ����������ʹ����ϵͳ����Ը�ǿ,��ʱ��Ӧ�����ⲿ�г�,����С������Ʒ��������
��������������Ŀ�����������������ʵ�����˷ѡ����桢��ȱ�ݺ����Ե�,�Ӷ��ﵽ����������һ�в���ֵ���˷�,Ϊ��ҵ�������������ô���о���������Ŀʱ,Ҳ��Ҫ�����˷ѡ����桢��ȱ�ݺ������⼸������ȥ�����Ŀ���з���,��֤������Ŀ˳��ʵʩ�ﵽԤ��Ч����
����4.1.3 MD��˾ʵʩ������Ŀ��������
�����ھ���˼��Ļ�����,�Ӽ������ա�������ʽ�����䲼�ֺ����������ȷ�����к�����ơ�Χ�ƾ���˼��,����������ϵ,Ӧ�þ��������������,�����MD��˾ʵ�����,��Ƴ�����������Ŀ���е������ܡ����ݾ���������ָ��˼��,��ƺ�ʵʩ����������Ŀ,�Ӿ��������з���������˷�,��ȡ��ʩ���Ʋ������˷�,����Ч��ʵ����ҵĿ�ꡣMD��˾���о�����Ŀ��Ƶ����ۿ��,����ͼ4-1��ʾ:
��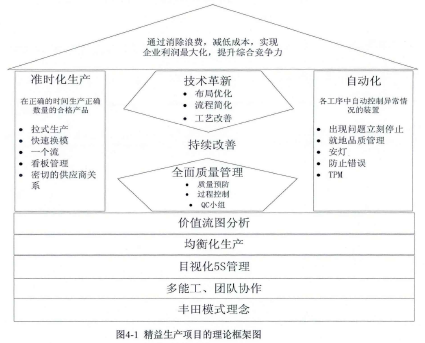
��������ͼ��֪,��������ۿ��ͼ������һ��������,��ôʱ���������Զ������������¡�ȫ�����������ͳ������Ƶ�,����Ϊ��������������Ŀ��֧��,����Ŀ�ɹ��ؼ�������;����ֵ��ͼ���������⻯������Ŀ�ӻ��������Ŷ�Э���ͷ��������,����Ϊ��Ŀ���еĻ���,Ϊ��Ŀ�����ṩ����֧�֡�
������˾���о���������Ŀʱ,��ҪΧ��������Ƶľ������ۿ��,�����¼�������չ�Թ���,���ƶ�������Ŀ�ƽ����ȱ���
����1��������֯�ܹ�,�������о��������ľ���칫��,��������Ŀ���ƽ���ʵʩ,�����о���˼�����ѵ�����ᡣ
����2�������г�������������,�������г�������������,�ɴ�ͳ���ƶ�ʽ����ת�������ʽ������
����3��ͨ���������������,���������߲���,�Ż�����������,���̰���·��,���ٰ����˷Ѻͽ�ʡ���������
����4��ͨ����ֵ������,���Ƽ�ֵ����״ͼ,�ҳ�����ֵ�,�����Ż�����Ƽ�ֵ��δ��ͼ��
����5�����й��ռ�������,����Զ�����װ�豸,����������������,�ϲ���ҵ����,���������ɱ�Ͷ�롣
����6������ȫ����������,�ص��ע��ǰ���ƺ�Ԥ������,��һ�ξͽ���������,��֤��Ʒ��ȱ��,���������˷ѡ�
����4.1.4 MD��˾���о�����Ŀ�IJ���ͼƻ�
������˾����Ŀ�����Ƕ�,�Ծ�����Ŀ���к������,��������Ŀ��������,�ֳɼ����β���,ѭ������ʵ,�Դ�ʹ������Ŀ�������ɵijɹ����С�MD��˾����������Ŀ�����¼����������:
����1��������Ŀ�ĵ����
�����ڹ�˾��֯�ܹ��������������а칫��,���ܾ���������ֱ����˾�ܾ����㱨������ÿ��������Ŀ�Ӹ����ų��������ʦ,�����Ŀ��Ա��ְ������Ŀ����,�ٳ���Ŀ˳����������С�ͨ��������ѯ���ʹ�˾����������ѵ���ֳ�ָ�������ѧϰ���ⲿ�ι۵�,��ȫ����Ա�˽⾫�������Ļ����������ϵ���Բ�ͬ��ʽ�������������,����ȫԱ���뾫������,���վ����������ַ����ߡ�������������Ŀ���е�ָ��,��ʵ��ÿ�����ŵļ�Ч�����ƶ���,ʹ���������벿�ż�Ч�ҹ���
����2��������ϼ�������ƽ�
����������˾���ⲿ����Ӱ��,�ҳ���˾Ŀǰ��״�����ٵ����⡣�Ӿ��������ĽǶ�,���������յľ����ַ�����,ͳ�Ʒ����ռ�������,�ҳ�����ı��ʡ�����֯�ܹ��������ƻ�����ֵ��ͼ�����䲼�֡��������պ����������ȷ���,�ƶ��������ľ��巽������Ŀ���мƻ�����
����3��ʵʩ�Ϳ��˽�
�������ƶ��ķ�����Ƹ���ʵʩ����֤,��ʵʩ�в��ϸ��ƺ͵���,��ɾ�����Ŀ�ȶ���Ŀ�ꡣ����֯�ܹ��������ƻ�����ֵ��ͼ�����䲼�֡��������պ����������ȷ�����һ��ʵ��ʵ���С���������ʵʩ��,���ھ�����Ŀ����,ͨ����Ŀ��չ��Э�����
��������Ŀ��չ�ͳ�Ч���н����ʹ�������,��֤��Ŀ����������������ȥ��
����4�������Ľ���
����������ɵ���Ŀ�����ܽ�ر�,�Լ�ȡ�õ���Ŀ�ɹ����з���,��δ�ﵽԤ��Ч���ĵط�����з����Ľ�����������������Ŀ����װ���俪ʼ������,�Ե���������������¯��˾,�����쵽����������˾��������Ŀ���в��Ƕ��ڵij���,�dz�֮�Ժ�������ƵĹ��̡�MD��˾������Ŀ�ƽ����ݺͽ��Ⱦ������,���±�4-2��ʾ:
��
����ͨ��ʵʩ����������Ŀ,����֯�ܹ���������ʽ���������֡��������պ����������ȷ����Ȳ���������Ч��,���������в���ֵ���˷ѻ,�ž������˷�,ʵ�����������ǿ��ҵ��������
����4.2 MD��˾����������Ŀ��ʵʩ
����4.2.1��֯�����Ľ�������ѵ
����1���Ż���֯�ܹ�,����ʵʩ����
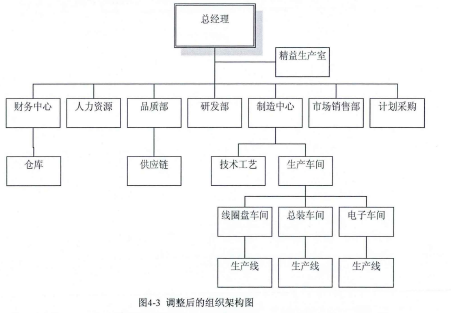
�������ڵ�ǰʵ��������MD��˾��֯�����IJ�����,��������������Ż�,Ϊ˳�����뾫��������Ŀ�ṩ������֤����ͼ4-3��ʾΪ���������֯�ܹ�ͼ,�����������:
����(1)������Ӧ������Ʒ�ʲ�����,������Ч����Ʒ�ʲ��ڹ�Ӧ�������������������Լ�������Ӧ�̹���ˮƽ�������������ˮƽ,�Ӷ�Ϊʵʩ��������ɨ���ϰ����ر���Ʒ�ʲ��ڹ�Ӧ�̹������ʱ,���Խ������ʼ�Ա��פ����Ӧ�̹���,��ǰ���м���������ϲ��ϸ��˻��������ȱ��Ӱ�졣Ʒ�ʲ�����Ӧ�̹���,�����������쳣��ǰ����,�ﵽ����Ԥ������Ŀ��,Ϊ�������������Ľ�����������ϡ�
����(2)����ְ�����Ƶ��г��������۲��ϲ�,�������ż������ư�,������Ϣ���ݲ���,�������ְ���ص���
����(3)�����ƻ��Ͳɹ�ְ�ܺϲ�����Ϊһ���ܹ�,������Ч���������ƻ�ְ����ҵ,Ϊ������ʽ�����Ų��ṩ�������ϡ�
�����ȡ�����������������豸����ֳ����պϲ�����������,ʵ�ּ���֧�ֲ��ŵ�����,�����������������ٶ�,���������̫��,�������̫�ࡣ
����2���������������칫��,�ƶ��ƽ��ƻ�
����Ϊȷ������������˳������,�轨��������Ŀʵʩ���ƽ����š����MD��˾ʵ�����,���ܾ����ܹ������þ��������칫��,��������������Ŀ�Ľ��ȡ����кͼ�ء�
���������ľ��������ƽ���,�����ܾ���Ϊ����,����칫�Ҿ���Ϊִ������,��˾�����Ÿ�����Ϊ��Ŀ����,��ȷ�������ŵ�Ȩ��ְ�𡣾���������Ϊ������Ŀ�ƶ��ƽ��ƻ��Ͳ���,������Ŀʵʩ���,Э�������Ŀ�г��ֵ�����,�����َ���Ŀ���顣
����3�����ᡢ��ѵ���ռ�����˼��
������ת���������,����ȫ��Ա���ı����ʶ,�ٽ�ȫԱ�������,?��������������ҵ�Ļ���ͨ����չ�����������鱨��ᡢ�ڲ���վ���������������屨��ճ���������;��������������ȷ�ʽ����������ѵ,���Ӫ�쾫��������Ŀ��Χ��Ƹ�뾫����ʺ�ר�Ҷ�MD��˾��Ա������ѵ���������ֳ�ָ��,��ʹ��˾��ְԱ�˽�����վ����������衢˼�롢��������,Ϊ����������Ŀ�ƽ��춨��ʵ������
����4.2.2��ʽ�����ĵ����Ӧ��
����1��������״����
�����ƻ��������۲�δ�ƶ��ϸ���������淶����������ʱ��,�������䰴�Լ����ٶȺ����ճ�����ɹ��������䰴�����ƻ�����������,ÿ������רע���Լ��ļƻ���,�����ι�������ָ��,������֮���γ�“�µ�”��ҵ����ʵʩ���������ƶ�������ʽ��,�ƻ������ݾ����жϺ�����Ԥ���´�ƻ��ų�,�����Ǵ��г��ͻ�����ĽǶ�����������,��������������������ʵ��,������ѻ����ء�
����2��ʵʩ��ʽ������Ŀ��
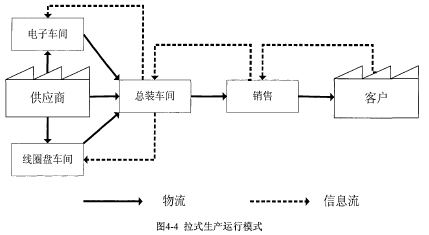
����“��ʽ”������ָһ�д��г��������,�����г���������װ��Ʒ,ֱ�����οͻ���Ҫʱ,���ι����������Ʒ�����,�Դ�����������Ʒ�ͳ�Ʒ�Ŀ���˷ѱ���:����˾�յ��ͻ�������Գ������������������,����������������ʱ������Ӧ�̷������������ź�,������Ӧ�̿�ʼ����ԭ�����������ͻ���������װ���һ������ʼ����,����һ������ǰ��������,ʹ�������й���ʱ������������������������ҵ���ϵ�����ֻ����Ҫ��ʱ�������µ�������Ҫ������,�����ͱ����˹����ʱ��ȴ������������˷ѡ�
����3����ʽ��������Ʒ���
��������,���г�Ϊ����,���ⲿ�ͻ��������,�߽������г�ኼ��ն��г����ݺ��������,���ȷ�Ŀͻ�������Ϣ����ԭ��ÿ��һ�β����νӻ�,��Ϊÿ��һ�ε�ʵʱ��Ϣ����,������ϢԤ��ȷ�ԡ����,��������Ϣ��������ܡ��ƻ��ų̺�Ӧ����������Ϣ��������������,�ı���������������ʽ,ʵ����������,�ɶ�����������,��������ǰ����,�ڲ����������ⲿ��Ӧ������˾��ʽ������ʽ�мƻ�����ֻ�ƶ����ղ�Ʒ�ƻ�,�������ź����������������������ָ���������������Բ�ƷEF197Ϊ��,��ʽ������ʽ��������:
����(1)�������ƻ������ݸ����������ṩ��������Ϣ���г�����,�ƶ���װ������Ų��ƻ���ͨ����װ�ƻ��Ų���������Ȧ�̳���,���ӳ�����������ļƻ��ų�,�Լ���������ԭ���Ϲ�Ӧ�̵Ĺ����ƻ�������ͼ��ʾ:
��
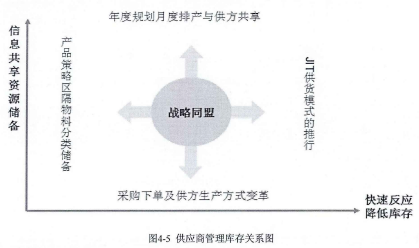
�����ơ��ڶ��ⲿ��Ӧ������,���ù�Ӧ�̹������VMI(Vendor Managed Inventory)����һ����ͬ��Э�����ɹ�Ӧ�̹������,��ʹ˫����ͬ���Э�����к;���Э������,����ʵ�ֹ�Ӧ�̿�����ˮƽ���������Ļ��ݻ������ԡ���ͼ4-5��ʾ,��Ӧ��ͨ������MD��˾�ֿ�ĵ�ǰEF197��Ʒ�����Ͽ���ʵ����������,����ʵ�����ġ��������ƺͲ��������Զ����в�����
��
����(3)���ڹ�˾�ڲ�����,���þ��⻯�Ϳ�����������ݲ�Ʒ�ͺ�EF197����ÿ��������ҵ��ʱ��,ȷ����������,���¶ȼƻ�����ƽ�����ܲ������ղ�����Сʱ������
���������ƻ���������ˮ�߸�����ı�ʱ�䶨����֯����,�ӳ�������ʼ��������,��װ��������������Ӧ����ȡ�㲿��ʱ�����ʹ�ø����㲿����ͨ������俴����������,����������������֯���ʵĹ�Ӧ����������ͨ,�Ӷ���֤���⻯������
����4.2.3�������ո��µ�ʵʩ
����1���������ո��µ�Ŀ��
�����Ӿ��������ĸ����֪,������������Ҫ˼���Ƕž�һ���˷�,��������Ч��,���������յ����ֱ��Ӱ��MD��˾������Ч�ʡ�Ŀǰ��ˮ����ƿ������������ҵ��ƽ��,�����ȴ�ʱ�䳤,������ƽ���ʵ͡���������������,���ճ����Ьͪ���̻�ʱ�䳤,������Լ����ߵ���תЧ�ʡ��������豸���Զ����Ͱ��Զ���ˮƽ��,����Ͷ����γ���Դ�˷ѡ�
����2�����ո��µ�ʵʩ
����(1)������ˮ�߸�������б���ҵʱ�����,�ҳ���������Ӱ����ƽ���ƿ������Ӧ�ù�ҵ������“ECRS”�ַ�(�������ϲ�������ͼ�),����������ҵ���ݽ����Ż�����ֺ����齵��ƿ���������ҵʱ�䡣�Բ�ƷEF197Ϊ��,��ƽ�������������:
����ͨ������������ҵʱ��,Ѱ��Ӱ��ƿ��ʱ��,Ȼ���Ż���ˮ��ƿ������,���·�����ҵʱ��,������ҵԱ�ȴ�ʱ���˷�,��������Ч�ʺ���ƽ���ʡ����ƺ���ˮ�ߵ���ƽ������65%������84.6%,���4-6��ʾ��
��
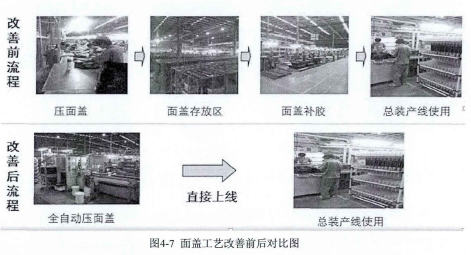
�����ơ������ԭ�ӹ�����:�ֹ���ͪ��ճ����Ǻ�,����ó������ͪ���̻�10��Сʱ,�̻������²���,�ٰ��˵���װ��װ�䡣ͨ�����ո���,��ԭ������ͪ���ֹ�ճ�����,��Ϊ��˫��ݽ��Զ����豸ճ�����,ʡȥ�̻�ʱ�䡢�̻����غ���Dz���,��������Ͷ��20�ˡ����ճ��������ȴ�ֱ�����͵���װ��װ��,��ʡ�� 10��Сʱ�̻�ʱ��,��������ʱ������١���ǹ��ո���ǰ�����̶Ա�ͼ,��ͼ4-7��ʾ:
����
����(3)��ͨ�����շ�������,�����Զ����Ͱ��Զ����豸����ֹ���ҵ,���������˷�,������Ʒ������֤�����о�����Ŀ������,��װ��ˮ��ʵʩ��һϵ�е��Զ�������,����:�Զ��ƻ���װ���Զ��㵼����֬���Զ������Ź�װ�����Զ������װ���Զ�˺��������Զ���������Զ����ݶ������Զ�����˿���ȵ�,ÿ����ˮ����ҵ��Ա��25�˼��ٵ�20��,������Դ�õ�����ʡ���Զ������ո�����ͼ4-8��ʾ:
��
����4.2.4���䲼�ֵ��Ż�����
����1�������ߺ������ֵ�Ŀ��
�������������ĺ���˼���������˷�,����������“�ߴ��˷�”��MD��˾���ձ���ڡ�
����Ŀǰ��˾���ô�ͳ��ֱ������ˮ��,�����ռ�ó������,Ͷ��������,�������Բ���U���ߺá�����������Ƶĺ���������պ�����Ч���ܷ������ֱ�ӵĹ�ϵ,�������IJ��ֻ�����˷�,������˷ѡ�����˷ѡ��µ��˷Ѻ������˷ѵ�[52]������ͬ������,������U�Ͳ��ֵ��������Ժ�����Ժ�,�ʺ�С������Ʒ�ֻ�������,ת�����߲��ײ�����ʱ��ʧ,U����������ΪԽ��Խ���������ҵ��ʹ�á���װ�������䲼�ַ�ɢ,���ϰ���·������,�������������ͽ���,ʹ�����˷�����;2�������Ż���ʵʩ��
��������������“һ����”Ҫ��,������������ͬ�������豸��“U”�Ͳ���,ʹ��ˮ�ߵ���ͷ����β����һ��;����������ʵ����������,��������վ�����,������ҵԱ�IJ����˷�,�������ϰ����˷�,����һ�˶������ҵ�������,ʹ�����߾��и�ǿ�ķ������ԡ���ԭ���Ӵ��ֱ����ˮ��һ��Ϊ����ֳ�����U����ˮ�ߺ�,���ʺ��ڸ��ݿͻ�С������������������,���ָ����Ż�������ǰ�ֳ�������ͼ4-9��ʾ:
��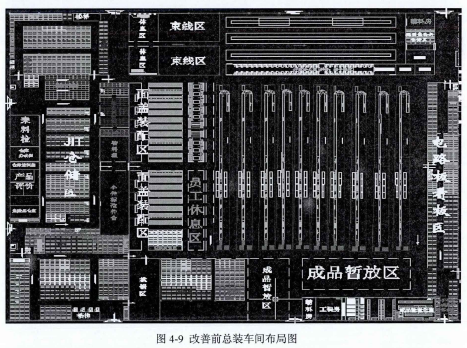
������ͼ�п��Կ���,ԭ���ϴ�ԭ�ϲְ��˵�������·��Զ,��װ��ɵij�Ʒ����Ʒ�־���Զ,����·�����˸�����;ֱ������ˮ��̫��̫��,ռ�ó��������,�������Բ�,�������������㡣
������Գ�����������,�Գ��䲼�ֽ��������Ż�,ԭ�ϲֿ����������,��Ʒ�ֶ���β,ֱ������ˮ�߸�ΪU����ˮ�ߡ����ƺ�ͼ��ͼ4-10��ʾ:
����
��������ͼ��֪:���������Ż���,�����ԭ���ϲֽ������������,��Ʒ�ݷ������������߳���,������������������,ÿ�����ϰ��˾�������25�ס�ԭ���Ϻ������������������װ��ɺ�,��������·�ߴ�������βֱ��������Ʒ�ݷ���,������������,�����˷Ѽ���,���䲼�ֵõ���һ���Ż���
����4.2.5��ֵ��ͼ�ķ�����Ӧ��
����1����ֵ����״ͼ����
����
������ֵ��ͼ��ʾ��Ʒ��ԭ���Ϲ������ճ�Ʒ�����ͻ��������ͼ�ֵ�����ͨ����ֵ��ͼ�ҳ����������е���ֵ�ͷ���ֵ�,��ʶ�������е��˷Ѻ�Ѱ�Ҹ��ƻ��ᡣ
����ͨ���Թ�˾��״Ϊ������,���Ƴ����ؼ������ڵ�ı������ͱ�ʱ��,��ע�����ڵ����������Ϣ����ϵ��MD��˾��ֵ����״ͼ��ͼ4-11��ʾ:
��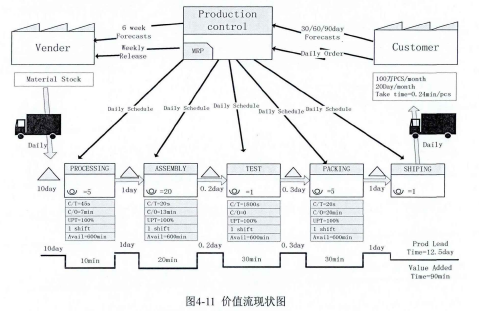
����ͨ����ֵ����״ͼ���Է���:ԭ���ϱ�������ʱ�䳤,�Ӳɹ��µ�����Ӧ�̽�����ʱ10��������;���,������ʱ�䳤,����ǰ1���������������������MD��˾��Ʒ�������ڽϳ�,�ӽӵ�����Ʒ�����Ľ���������Ҫ12.5�졣����,�������ں�������ʱ���ǻ��Ƽ�ֵ��ͼ��Ҫ��ע�ĵط���
����2����ֵ��δ��ͼ����
����Ϊ�˸��ƺ����̲ɹ�����,MD��˾���й�Ӧ�̹������(VMI),��Ӧ��ͨ������MD��˾�ֿǰ�����Ͽ���ʵ����������,����ʵ�����ġ��������ƺͲ��������Զ����в�����ͨ��ǩ��ͬ��Э��,���ݻ���,�ɹ�Ӧ����ǰԤ��ԭ��������,��MD��˾�����½��ֿ����������,�ﵽ������Ӧ,ԭ���ϲɹ�������10�콵��3�졣
����Ϊ�˼�����Ǽӹ��̻��ȴ�ʱ��,MD��˾���м������µ���˫��ݽ���,ÿ������ҵ��Ա����4��,�ܹ�����20��,��Ǽӹ��������ٹ̻��ȴ�10��Сʱ,��ֱ��������װ��װ������,����������ʱ��������,��1�����̵�0.1�졣
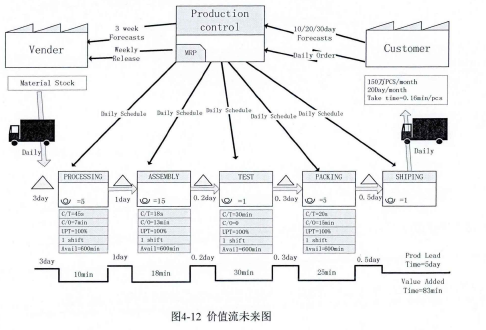
����ͨ������ԭ���ϲɹ����ں�������ʱ��,ʹ�ü�ֵ��ͼ�в���ֵ�����ȼ���,��ԭ��12.5�������5�졣�ӿͻ��µ�����Ʒ����������ֵ������,������������������60%,����ֵ�˷ѵõ����ơ�MD��˾��ֵ��δ��ͼ,����ͼ4-12:
����
����4.2.6ȫ����������������
����1��ȫ�����������Ķ���
�����ȶ��ϸ�IJ�Ʒ���������о��������Ļ���������������ʦArnold V.Feigenbaum��ʿ����ʮ�������д�ġ�ȫ����������������������:“����ҵ��ȫ�幫˾��Ա��������һ������ְ�ܵ�ְ�������,��˾ȫԱ������Ҫע��������ѵ����������ʶ,��ǿ����Ԥ�������˿ͷ���˼�롣��ǿ������������ȫ���̵Ĺ���ģʽ,��Ӧ�ý�ͣ�������������ֳ�,��Ӧ�ý�����������չ�ᴩ����Ʒ��ơ����ۺ��ۺ�����������;�������������˲��ó������顢���̼ල������ͳ�ƺ����ݷ���������,���кܶ������������ֶ�”����ʮ����Ժ�,����������ʦArnold V.Feigenbaum�����ȫ����������������ȫ��Χ�ڵõ���Ϊ����,����ҵ�������Ӧ���в�������,�Ӷ��γ���һ���µĹ������ۡ������ͷ�����
����2��ȫ�����������ٴ�
�����š�����������ϵ�ͷ���
����������,ʵ�ֲ�Ʒ������ȱ��Ϊʵ�о����������ṩ��֤���ڽ���������ϵʱҪ��ο��ض��ı������Ƶ�ǰ��������ϵ,�Ӷ��ﵽ������������ˮƽ�������˿������ȵ���Ҫ��Arnold V.Feigenbaum��������ȫ��������������ȫ��������:“Ҫ��չȫ��������������,��ؼ��Ĺ���������������ϵ”[53]51_71��MD��˾���ͨ��IS09001��IS014001������ϵ��֤,ÿ���ɹ�˾����߹�������ʽ������������ּ�ͷ��롣��������ȫ����������,MD��˾����ˮƽ�õ�����,��Ʒһ�ο���ϸ�����98%������99.5%,���ⲿ������ʧ�ֱ�125��Ԫ/���720��Ԫ/��,�˿�����ȳ���������
�����ơ�����Ԥ�����ƺ��Ŷӹ���
����Ԥ������Ҫ��ͨ��ֹͣ����ٶ����С��º���������������������Ҫ��,����������Դͷʵʩ������������������ˮƽ�������Ʒ������ƽ�,������������������Ƶ�DZ��ʧЧģʽ����(DFMEA),������������������ij���;������ҵʱ�������������뵽ÿ����ҵ������,“��һ�ξͽ���Ʒ����”,������“�º����”�����������Ƶ��������̵����Ρ�
����ȫ������������ȫ�幫˾Ա�����뵽�����������ƹ���,��˾ȫ����ϵ��µIJ�����Գ���������������̵�������MD��˾��Ʒ�ʲ��ž�����������,��չ“100PPM”�����,ͨ�����ƹ�˾��֯�ܹ��еIJ��Ž���,�Ӹ����ų��רҵ��Ա�齨�ɲ�ͬ���Ŷӡ�����Ŀ�����и�������ԱΧ���Ŷӽ��й���,�Ա�Ԥ����Щ�ڲ�Ʒ�������������ٵ����⡣MD��˾�����г�Ͷ�ߵ��ش���������,����QCС���QCCȦ,����Ŀ�Ŷӽ���Ʒ���������ġ�
�����ǡ�ִ�н�����ѵ��ת�����ı�������ʶ
����ת������ǽ��������������Ļ�ʯ��MD��˾�Է��ˡ������������������ȫ����������TQM������QC�ߴ��ַ�������IS09000������FMEA������SPCͳ�ƹ����������ơ��͡�CPK�Ƴ������������������γ̡�ͨ�����ڱ������,�ù�����ȡ֪ʶ����Ϣ,Ŀ���������˵�֪ʶ����,����ת���������������ʶ��ͨ��������Ե�������ѵ��,Ŀ���Ǽ�ǿ����,ʹ��ѵ��Ӧ����ѧ�������Ԥ�ڽ����������





