������ 4 �� JLTY ��˾�����ſ�����״����
����4.1 JLTY ��˾�ſ�
����
����JLTY ��˾�����Ź�˾���� 06 �����Ϊ�������ι�˾���ù�˾�ܹ�˾������JL ʡ��רҵ���������㲿���������з������ۡ���˾ռ����� 32 ��ƽ���ס���˾��֯������ȫ�����ж����Ļ����о����Ժ�Լ�רҵ���������ĺ��������ģ���˾����ʮ�����ֹ�˾��һ���ӹ�˾������ӵ���������ʹ�˾��JLTY ��˾��Ӫ�������Ѿ����߹�ģ��
����JLTY ��˾���ж��ּӹ������磺��ѹ�����ӡ�ע�ܡ������ȴ�����������Ӿ�ᡢ�Ƹ������͡������������͡���ѹ�������͡���е�ӹ���װ��ȼӹ��ֶΣ��ܹ����ж��ֹ���Ͳ�Ʒ�ļӹ��������ֶν�Ϊ��ȫ�����Գ������ͻ���������Щ������ҵ�Ѿ��γ���һЩ�Լ�����IJ�Ʒ����Ҫ��Ʒ�нγ�����ᡢ�������ݻ���������֧�ܡ����Ʊۡ�ת�����פ�����ƶ��������ѹ���Ƚγ������㲿����Ʒ�����⣬�������ڿ�ɽ���̻�е��Һѹ��ϵ�в�Ʒ����������·����·����ʻ�Ĺ������������Ȳ�Ʒ���ܵ���˵��JLTY ��˾��Ҫ�����е������ҵ��������������ú����·�ȶ�������Ŀǰ�ҹ�˾�Ѿ���Ϊ�ϱ����ڡ���������A ����Ӧ�̡�
����JLTY ��˾һֱ����������“��֮�Ժ㣬��Խ”���������룬�����“Ա������”Ϊ��ּ�ľ�Ӫ�������ΪԱ���ɲ�ƽ̨����Ա���ڿ��ֵĻ����й������ڹ����п��ֵijɳ���
����JLTY ��˾ӵ���ż�ʮ��Ĵ�ҵ���飬�Ӵ���з��ŶӺ����س����ӹ����ļ�Ⱥ��������������������������㲿����Ӧ�̽����˳���ս�Ժ�����ϵ��Ϊ��������ṩ�����Ʒ�����������˾������Ӧ“���ܼ��ŵĺ���”,ͬʱҲһֱ�ᳫ�������²�Ʒ���²��ϵ����Ӧ�ã��Լ��ᳵ�����������ж��к�������ŷż���Ի�������Ⱦ��
������˾�Խγ��㲿��Ϊ���ģ�ú���е����·��·���ó���������ƷΪ�����Լ�������Ϊ��ͷ��ǿ����װ�����������������ٷ�ӳ����Ϊ��������������һ����ǿ�г����������������س���Ⱥ�ͼӹ����ļ�ȺΪ���ģ������������ͺ�����ҵ�ĵ�·�ϣ�������δ�� 5 ��� JLTY ��˾�˽�Ϊ������ҵ֪����ҵ��
����4.2 JLTY ��˾װ��ֹ�˾��Ʒ�������̼��
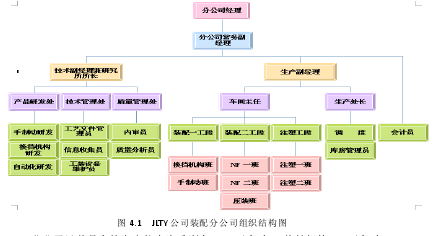
����װ��ֹ�˾�� JLTY ��˾���µ�һ���ֹ�˾����װ��ֹ�˾�ǽγ��ֶ����������ܳɡ�פ�����ƶ��ܳɡ����ܲ�Ʒרҵ������λ����Ϊһ�����ڹ�˾���Ϻ����ڹ�˾������˾��������������������ֱ�ӹ�Ӧ��Ʒ��װ��ֹ�˾���� 50����Ա����ƽ������ 33 �꣬��һ֧����ġ������ġ������������Ŷӡ���˾����֯�ṹ����ͼ 4.2.1 ��ʾ��
��
�����ֹ�˾Ŀǰ���е���������Ϊ��ɲ�� 120 ����/�꣬�������� 30 ����/�꣬��˾��Ҫ��Ӫ�������Ʒ�����ж��꾭�飬������Ʒ�����ֶ�������������ֳ���ʹ�á����ҹ�˾�ڲ����ж��������ߣ�ѡ�ù������Ƚ��豸������������Ҫ�������� NCS ��ɲ�������ߡ�NF ��ɲ�������ߡ�ѹװ�����ߡ�ע�������ߣ�����ӵ�ж���ע��ģ�ߺ�����豸��
������˾�ķ��������ǣ�Ʒ��Ϊ�ȣ�����Ϊ�ء�����Ϊ����̬��Ϊ�ϡ�
������˾��ս���ǣ���δ�� 3�\5 ���ڣ��ص㿪�����Ͳ�Ʒ���������г�������ռ�г��ݶ����г���������ʹ��˾��Ϊһ���Ĺ�Ӧ�̡�
������˾��δ����չĿ�꣺����������ǿ������ϵ������ͬ����չ����߲�Ʒ�������ԿƼ�����������������Ӯ���г���
������˾�ķ�չ�滮����������ɲ������������Ϊ���ģ��ӿ쿪���²�Ʒ�Ľ��̣��ԿƼ������������ü��������ֵ��ͬʱ�����г�����Ϊ���������������������Ŭ��������������֪ʶ��Ȩ�ĸ��¼�����Ʒ��������������������ƶ�װ��ֹ�˾�IJ��Ϸ�չ���Ż�������
����4.3 JLTY ��˾�����������̸ſ�
��
������ͼ 4.2 ��ʾ��פ�����ƶ��ܳ��ɲ��ݸ˷��ܳɡ�ѹ�����ܳɡ��ݰ���ܳ��������ܳɣ�����ʮ�������װ����һ���Ⱥ�Ҫ������ѹ�����ӹ����洦������ע�ܹ�����í�ӹ���ȶ��ֹ���
������ѹ���գ�����ѹ�����������£�����������Ƴɸ�����ģ����ԳƵİ�Ƭ״����Ĺ�������������͵Ĺ��շ�����Ϊ���ѹ����Ƴ�ѹ����ͼ 4.2.3 ��ʾ��ѡ�ó�ѹ���������IJ����У����ݸˡ���צ����װ֧�����ݰ塢�ǰ塢�ǡ�ƽ���
����
�������洦�����գ����洦�����ڻ�����ϱ����˹��γ�һ�������Ļ�е�������ͻ�ѧ���ܲ�ͬ�ı������ʵĹ��շ��������洦����Ŀ���������Ʒ���ֹ��ܵ�Ҫ����߲�Ʒ����ʴ�ԡ���߿�ĥ�Ժ�װ��Ч������Ҫѡ��������Ӿ�Ṥ�ս��мӹ���ѡ��������Ӿ�Ṥ�յIJ����У����ݸˡ���צ����װ֧�����ݰ塢�ǰ塢�ǡ�ƽ���ѹ����
��
����ע�ܹ��գ�ע��������ע�������һ��������Ʒ�����ͷ�����ѡ��ѹ��ע������ģ�ߣ�������ȴ���ͻ�ø������������ѡ��ע�ܹ��������IJ����У���������ĥ��塢ѹ�����ӹ��գ������ǽ����ֻ���������ͬ�ֻ�ͬ���ʵIJ���ͨ��ԭ�ӻ����֮������ӣ��γ�һ��Ĺ��չ��̡�
����������Ҫѡ�õ���ѹ�����ա�ѹ������ѹ�������£�ʹ��������ڹ�̬��ʵ��ԭ�ӳɼ���Ҳ��Ϊ�ƹ�̬���ӡ�ѡ��ѹ�����������IJ����У��ǰ���ǡ�
����4.4 JLTY ��˾������״���������
����1.��Ϣ���̲�������Ϣ�ɼ��ԭʼ�������ŵĻ������ݲ�ȷ��Ҫ���ֹ����룬�ڴ��ݵĹ����л�����ӳٻ�ʧ����������������ƻ����Ÿ��ݹ���������ݣ�ƾ�������ƻ���Ա�ľ���Ԥ����һ�ڿͻ��ļƻ������ƶ�������ҵ�ƻ���������������ʹ�ƻ���������ʵ�������ѽڣ����Ͷ����������������߿�桢���ʽ�ر���������������ƻ����ݡ���Ʒ�������ȶ�����Ʒ�ӳٽ�������ʧȥ�ͻ�ʧȥ�������������������յ�����װ�乤����Ҫ���ǰ�ڸ�����صĽ��������Ϊ�����ƶ����ݣ���Ҫ�漰���ಿ�Ŷ�ڵĹ�ͬ����Э����������϶����̸��ӣ�������ϸ���ݷ����Ϳͻ���������������ƶ��������ļƻ���
����2.���о��Ǹ���˾��������֮�䲻�ܴ��Э������Щ��˾Ϊ���Լ�������ɼƻ�����������ȫ�ֵ����棬�������Э����λ�ѹ���ͣ��������Ƶ��������˾��������֮��ȱ�����Ρ����������Ѷȴ�һ���Բ
����3.��Ʒ�������ڹ�����Ч�ʽϵ�����Լ JLTY ��˾����Ч����ߵ�һ��Ҫ�ء��ص�ָ��װ��ֹ�˾Ϊ JLTY ��˾��Ӧ���ĺ��Ĺ�˾���ܳ�װ�乫˾�����������ĩ�����ܳ�װ��Ϊ�ص��ƶ��ಿ�Ŷ�㼶Э����ͬ��չ��ս�Լƻ��� ����ʵʱ�ķ�����Ϣ��ͬһ������Դָ���������У�ʵ�ָ���˾�������ŵ����νӡ�
���������γ����ڼƻ������γɵĹ����ͺ�����������о����������������Ҳ�������ƻ���������Ҫ����֮һ��





