第二章 废油加工废水处理的小试研究
苏州某废油回收有限公司原位于木渎镇东郊黄鱼浜,创办于 1984 年,经过 20多年的经营,已成为年产值上亿元的私营企业。该公司以回收的餐饮废油为主要原料,生产亚油酸和工业油酸等产品。
该公司在原厂址内建有一套以气浮+SBR 为主体的处理系统,但基本不能正常运行,无法满足生产废水的处理。因废水的 CODcr 较高,前端可采用厌氧处理工艺,在去除 CODcr 的同时,还有副产物--沼气产出,但之前并无成功的工程经验可供参考,公司领导邀请苏州科技学院环境科学与工程学院对该废水进行废水可处理性研究及处理工艺设计,因目前国内对该类废水的研究还处理空白状态,因此本实验研究具有重要意义。
受苏州某废油回收加工公司委托,我们从 2009 年 2 月-8 月,在实验室对生产排放的综合废水进行了厌氧、好氧可处理性研究,为其厂区配套废水处理系统的建设提供可行性依据。
2.1 废水来源及水质特点
该公司以餐饮废油为主要原料生产化工原料油酸、亚油酸等,根据该公司现有的生产工艺,分别对各工段产生的废水水质做简要分析介绍。
2.1.1 生产工艺简介
(1)亚麻油酸生产工艺收购的亚麻油用泵打入水解釜内,按照一定比例加入一定量的水后,密封水解釜进行高温高压水解过程,水解合格的混合物进入沉淀罐进行自然静置沉淀,油水分层,上部为粗亚麻油酸,下部为含甘油的废水,可作为水解釜补充水使用。上部粗亚麻油酸进入真空脱水锅进行脱水处理后得到产品亚麻油酸,装桶入库外发。
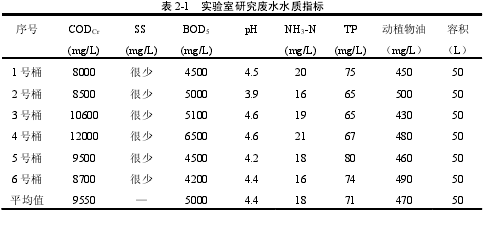
具体生产工艺如下图所示:(2)亚油酸生产工艺收购的回收油经过简单的过滤,去除油中的塑料袋、快餐盒等杂质后,和酸化油一起进入水解釜进行高温高压水解,水解合格的混合物进入沉淀罐进行自然静置沉淀,油水分层,上部为黑脂酸,下部为含甘油的废水,可作为水解釜补充水使用。上部黑脂酸进入蒸馏釜进行蒸汽蒸馏,馏出部分为混合脂肪酸,混合脂肪酸再进入冷冻锅加药搅拌后,进入离心机分离,分离出的带水饱和脂肪酸进入沉淀锅进行油水分离,冷冻锅继续进行处理,水进入冷冻锅进行回用 5 次后,外排,上层的饱和脂肪酸进入次硬脂酸罐冷却包装外运;分离出的粗亚油酸进入蒸馏釜进行抽真空处理,蒸馏出的亚油酸冷却装桶外运,黑油可直接装桶外运。2.1.2 废水来源==通过以上生产工艺介绍及生产实际情况,废水来源主要分为 6 类,分别是:工艺废水、真空系统缓冲罐废液及真空水喷射泵循环水池排污水、车间及仓库地面冲洗水、洗桶废水、燃煤烟气水膜除尘排污水、生活污水、清下水,其主要污染物包括 CODcr、油类、TP 等,CODcr 在 10000~15000mg/L 左右。2.1.3 实验室小试所用废水水质指标我们在现场进行了废水的采集工作,共取得综合废水 6 桶,共 300L,并对废水进行了常规水质参数的分析,水质情况如下表。【1】
2.2 厌氧实验系统
2.2.1 实验系统介绍
小试在学校实验室内进行,所用的厌氧反应器为自制的 UASB 反应器,用有机玻璃制作,直径 90mm,总高 700mm,有效容积为 3L.UASB 的运行为中温,为保持最佳的反应温度,把 UASB 放置于 35±2℃的水浴箱内,由恒温控制仪进行控制水的加热。
进水采用计量泵间歇进水,自动运行。
实验系统图如下:为了实现 UASB 的快速启动,缩短污泥的驯化时间,向反应器内加入了从稳定运行的处理淀粉废水的 UASB 反应器内取出来的厌氧颗粒污泥,加泥量 1L.实验初期,通过将废水与生活废水按比例混合进行配水,控制进水 3L/d,根据实验情况逐渐提高废水所占的比例来达到提高负荷的目的,直至处理的全部为废水,之后通过调整进原水水量进行控制负荷的变化。在实验过程中,通过添加碳酸氢钠来调节进水pH 在 7.5 左右。[19]
2.2.2 实验数据分析
整个小试实验经过了污泥驯化、负荷提升及稳定运行三个阶段,实验进行了两个多月后使进水 CODcr 浓度达到 8000mg/L 左右,进水量仍为 3L/d,负荷为8kgCODcr/(m3·d)。小试时负荷提升过程中的运行情况如图 2-4:由图 2-4 可知,在实验过程中,每 3~4 天提升一次负荷,每次负荷增加时,出水CODcr 都会的一定幅度的上升,但是 CODcr 去除率基本能稳定在 85%以上。直至进水浓度提升至 8000mg/L.
在第 15 天时,由进水管堵塞,但发现的较为及时,只有部分进水直接进入了厌氧反应器上部,随着出水一起排出,导致出水 CODcr 浓度测定时偏高。针对每次负荷提升时,出水都出现小幅度的变化,其原因对于负荷的提升,微生物都需要一个适应的过程。
2.3 好氧实验系统
2.3.1 实验系统介绍好氧小试也在实验室内进行,小试采用自制的 SBR 好氧反应器进行,也采用有机玻璃制作,直径为 200mm,总高 400mm,总有效容积 12L.
厌氧反应器通过收集后,人工根据 SBR 的需要量直接加入,SBR 内采用微孔曝气头供氧,曝气时间通过时间继电器控制,在 SBR 不同高度设置排水管进行人工排水。实验前,通过向 SBR 反应器内投加城市污水处理厂曝气池内的污泥来缩短好氧处理启动的时间,加泥量是 SV30 为 15%.完成污泥投加后,用学校下水道内的生活污水进行污泥培养。待厌氧反应器启动出水后,出水即可进入 SBR 反应器进行处理,初期只是部分进入处理,待污泥适应待处理废水水质后,最终实现厌氧出水完全进入SBR 反应器进行处理。
2.3.2 实验数据分析【2】

由图 2-6 可知,在实验过程中,SBR 进水采用的是厌氧反应出水,随着厌氧反应出水的波动,SBR 进水也有着波动,进水的 CODcr 浓度为 700~900mg/L,经过好氧小试后,其 CODcr 可降到 200~300mg/L,去除率在 70%左右。
本次小试主要对该废水进行厌氧实验研究,好氧实验为附带进行,根据实验结果可知,在此不进行过多的阐述。
2.4 本章小结
1、对于废油加工废水,采用预处理--中温厌氧--好氧--化学沉淀工艺处理,能够将废水中主要指标降至排入城市污水厂的标准,运行稳定;2 、通过 2 个月的中温 UASB 小试实验,污泥驯化后,容积负荷稳定在8kgCODcr/(m3·d)时,去除率可达到 85%以上,产生的沼气用于锅炉助燃,具有较好的经济效益。3、好氧小试采用 SBR 运行,负荷 0.5 kgCODcr/(m3·d)时,CODCr从 800mg/L 降到 200~300mg/L.





