第四章 不同反应条件对 PVFM 负压渗水性能的影响
聚乙烯醇缩甲醛泡沫塑料亲水性好,有关研究表明,特定的聚乙烯醇缩甲醛泡沫塑料有一定的微孔结构(Gregg S J et al.,1967),能够产生一定的进气值并具有渗水性能,可以在负压灌溉中使用。然而微孔结构又受反应条件影响,最终导致进气值以及渗水性能发生变化。在 PVA 与甲醛的缩聚反应中,反应时的温度、搅拌机转速、保温时间等,都会影响产品质量(张媛,2005;姜玉,2011)。
本试验以反应温度、反应时间、搅拌机转速为试验因素,以 PVFM 的表观密度、吸水倍率、孔隙率、发泡点以及渗水速率为考核指标,设计完全试验来优选制备 PVFM 的最佳反应条件,筛选出 PVFM 作为负压渗水材料制备的最优反应条件。
4.1 试验设计
进行完全试验设计来优选合成 PVFM 负压渗水材料。在试验过程中,确定出主要反应条件为反应温度、反应时间、搅拌机转速,表 4.1 为完全试验的因素水平表。根据因素水平制备 PVFM材料,倒入不同模具固化后得到不同规格的 PVFM 材料。以 PVFM 负压渗水材料的进气值以及不同负压下的渗水速率作为考核指标,结果分析如表 4.2、表 4.3 所示。制得长度 15cm,内径为1cm,外径为 3cm,一端封闭的中空管状灌水器。
表 4.1 完全试验因素水平表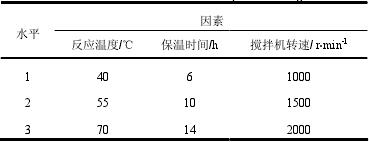
4.2 结果分析
4.2.1 不同反应条件对表观密度、吸水倍率、孔隙率的影响
由表4.2可以看出,不同反应条件对三个参数的影响均无显着性差异,从极差来看,不同反应条件并没有使三个参数的数据产生较大波动,不同反应条件使得孔隙率的数据波动最小。当反应温度达到70℃时,材料已无法均匀固化成型,因此没有测定数据。从反应温度对表观密度、吸水倍率、孔隙率三者的影响看,温度为55℃时表观密度、吸水倍率、孔隙率的平均水平均为最高,40℃时次之。从反应时间对表观密度、吸水倍率、孔隙率三者的影响看,反应时间为10h时,表观密度最大,14h时的次之,反应6h的最小;吸水倍率随着反应时间的增大而提高,反应时间14h时,吸水倍率最大,反应6h时最小;孔隙率在反应时间为6h时最低,10h与14h下的孔隙率基本一致。从搅拌机转速对表观密度、吸水倍率、孔隙率的影响看,表观密度在转速2000r-min-1时最大,转速1000r-min-1时次之,转速1500r-min-1时最小;吸水倍率在搅拌机转速为1500r-min-1时最大,转速在1000r-min-1次之,转速在2000r-min-1时最小;孔隙率随着搅拌机转速的增加而减小,即在搅拌机转速1000r-min-1时孔隙率最大,转速2000r-min-1时孔隙率最小。
由此可见三个条件在反应温度上表现一致,均在55℃时数值最高,但在反应时间与搅拌机转速上表现不同,反应时间≥10h时三者表现均较好,但搅拌机转速的影响却因不同的指标而有差异。
表 4.2 表观密度、吸水倍率、孔隙率的试验结果与分析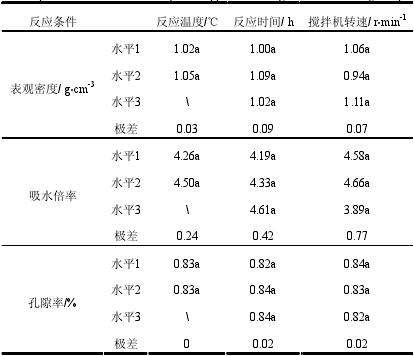
4.2.2 不同反应条件对发泡点及供水速率的影响
进一步对所制PFVM渗水器的负压渗水性能进行测定,结果如表4.3,可知,不同因素对发泡点和供水速率的影响不同,对于不同反应条件对发泡点数据引起的波动而言,反应时间>搅拌机转速>反应温度,对-5kPa下渗水速率数据引起的波动,反应温度>反应时间>搅拌机转速,对-10kPa下渗水速率数据引起的波动,反应时间>反应温度>搅拌机转速。从反应温度对发泡点和负压下对土壤供水速率的影响看,发泡点在不同温度下无显着性差异,仅从均值上可以看出55℃发泡点的平均水平较40℃高,但负压下的供水速率在55℃与40℃有极显着差异,说明温度为55℃时能够使供水速率明显提高。反应时间对发泡点和供水速率的影响均无显着性差异,从均值看,反应10h时,样品的发泡点值最高,反应6h的次之,反应14h的最小;供水速率随反应时间的增加而提高,反应时间14h时-5kPa及-10kPa下对土壤的供水速率达到最高,6h的供水速率最慢。搅拌机转速对发泡点及不同负压下的供水速率也无显着性影响,发泡点值随着搅拌机转速的增加而降低,从均值看,当转速1000r-min-1时最高,2000r-min-1时最低;-5kPa下的供水速率随着搅拌机转速的升高而降低,即在1000rmin-1时供水速率最快,在2000r-min-1时供水速率最慢,但-10kPa下的供水速率则表现为转速1500r-min-1时最高,转速2000r-min-1时次之,转速1000r-min-1时最低。
由此可见,三个反应条件对发泡点以及负压下对土壤的供水速率也没有一致的表现,总体来说,反应温度55℃时,或者反应时间≥10h,或搅拌机转速≤1500r-min-1时,PVFM的发泡点及对土壤的供水速率均有较好表现。
表 4.3 发泡点及供水速率的试验结果与分析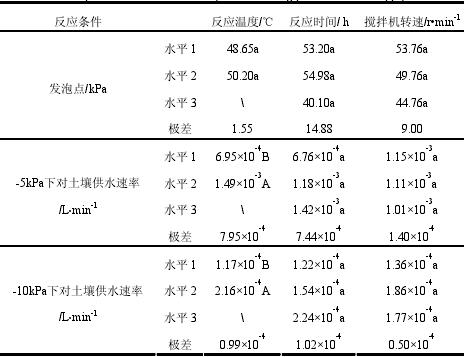
4.2.3 不同反应条件下四种 PVFM 样品性能的比较
由上文可以看出,当反应条件为温度 55℃、反应时间 10h 和 14h,搅拌机转速 1000r-min-1和1500 r-min-1时,上述五个指标均有较好表现,因此进行 1×2×2 的完全实验设计,反应条件如表4.4 所示。重点对这四种条件下的样品进行发泡点和负压下累积入渗量的测定,结果如图 4.1 图4.2 所示。由图 4.1 可以看出,14 号 PVFM 样品的发泡点值最高,为 55.98kPa,11 号样品次之,为 53.31kPa,12 号样品的发泡点值最低,为 41.32kPa,可见反应温度 55℃、反应时间 10h、搅拌机转速为 1500r-min-1的反应条件下,所制得样品的发泡点值最高。由图 4.2 可以看出,-5kPa 时入渗 100min 时,12 号样品的累积入渗量最高,为 0.23L,14 号样品的累积入渗量次之,为 0.18L,11 号、15 号样品的累积入渗量最低,约为 0.14L;-10kPa 时 14 号与 15 号样品的累积入渗量曲线趋势相似,入渗 300min 的累积入渗量约为 0.10L,其余 12 号与 11 号样品 300min 内的累积入渗量均低于 0.06L。综合看来,只有当反应温度 55℃、反应时间 10h、搅拌机转速为 1500r-min-1时,PVFM 的发泡点值与累积入渗量均达到较高水平。
表 4.4 四种 PVFM 样品的反应条件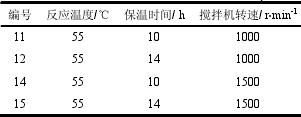
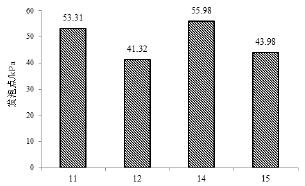
图 4.1 不同反应条件下四种样品发泡点的比较
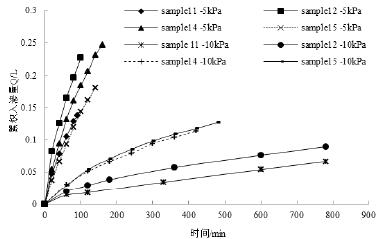
图 4.2 四种样品-5kPa 及-10kPa 下累积入渗量的比较
4.3 讨论
在化学反应中,反应条件是影响反应进展的关键因素。常见的影响影响因素有浓度、反应时间、反应温度、催化剂、物理搅拌、pH 等(陈甘棠,2007)。增加反应物浓度是增加了活化分子数目,但是活化分子的百分数没有改变。增加反应时间提高物料转化率但降低反应选择性,对可逆反应来说有利于生成热力学稳定性高的产物,但是反应时间过长也会导致副反应增加,在生成聚乙烯醇缩甲醛的反应中,为了保证聚乙烯醇与甲醛充分地交联,生成网状结构,因此需要较高的保温反应时间。反应温度的影响比较复杂,它主要是增加活化分子的百分数来提高反应速率,升高温度有利于提高吸热反应的平衡常数,但对于放热反应来说,并不是温度越高越好,有关研究表明,对于甲基丙烯酸甲酯和间氨基乙酰苯胺的反应,在 90~100℃左右时,无论反应时间延长多少,产物相对含量最高只有 89%左右,但当温度降到 50℃左右时产物含量就能达到 96%以上(张胜建等,2014),在制备聚乙烯醇时,温度对于键合方式有影响,温度越高,聚乙烯醇中“头碰头”的键合几率越高,而以“头碰头”键合方式形成的聚乙烯醇并不利于提高与甲醛的缩醛化度(宋建华等,2011),可见对于有机化学反应来说并不是温度越高越好,尤其对于缩聚反应这样的放热反应来说,温度不能太高,经过试验研究可见温度在 50℃左右时聚乙烯醇与甲醛反应生成的聚乙烯醇缩甲醛泡沫塑料渗水性能比较好。搅拌机的搅拌作为机械发泡法的主要动力,对于聚乙烯醇缩甲醛的微孔结构也有影响,例如在制备丁醛缩合 MgO-Al2O3这种催化剂时,发现,随着搅拌速率的增大,催化剂比表面积增大,形成的微米级颗粒增多(崔龙等,2013),因此也设置不同搅拌机转速来制备 PVFM,但是通过对负压渗水性能的比较看来,搅拌机转速并没有明显影响。本试验在制备的过程中保证了过量的催化剂以及强酸性环境,因此没有继续探究催化剂以及 pH 对反应的影响,这可在后续试验中进一步探究。
4.4 小结
(1)从基本物理性能来看,反应温度、反应时间、搅拌机转速对表观密度的影响不呈规律性,比较而言表观密度在反应条件为 55℃、10h、2000 r-min-1时最好;三个条件中只有反应时间对吸水倍率有正影响,随反应时间的增大而增大,比较而言吸水倍率在 55℃、14h、1500r-min-1时最好;孔隙率受反应温度、反应时间的影响小,仅在搅拌机转速 1000 r-min-1时较大。
(2)反应条件中仅搅拌机转速对发泡点有负影响,随搅拌机转速的增加而降低,比较而言, 发泡点值在反应条件 55℃、10h、1000 r-min-1时最大;-5kPa 下 PVFM 对土壤的供水速率随反应条件呈现规律性变化,其随反应时间的增大而增大,随搅拌机转速的增大而降低,比较而言其在反应条件为 55 ℃、14h、1000r-min-1时最快;-10kPa 下 PVFM 对土壤的供水速率仅与反应时间呈现规律性变化,随反应时间的增大而增大,比较而言其在反应条件为 55℃、14h、1500 r-min-1最快。
(3)将具备以上条件的样品进一步比较,11 号样品的发泡点值高但累积入渗量低,12 号样品的累积入渗量高但发泡点值低,只有反应条件为 55℃、10h、1500r-min-1的 14 号样品,发泡点与负压下的累积入渗量同时达到较高水平,因此可以以 14 号样品的反应条件为最佳条件。





