摘 要: 本文介绍了在具有C轴的数控车床上采用一种圆头内孔车刀来车削内孔端面均布圆弧轮廓螺旋槽的创新工艺方法, 灵活应用数控宏程序控制数控C轴和Z轴分度定位圆弧逼近的方法完成端面上均布的圆弧轮廓螺旋槽的加工。
关键词: 内孔端面,圆弧轮廓,螺旋槽车,削加工

钢丝绳绳头固定器是油田各型钻、修机钩载起升设备中的重要零件之一, 在其固定钢丝绳绳头时使钢丝绳按其旋向和固绳器螺旋槽相吻合, 压紧钢丝绳。如图1所示是一种固定钢丝绳的座体下半部 (技术要求:圆弧槽右旋, 捻节距245mm;整圆头数6个) , 其内槽特征是与钢丝绳外轮廓相对应的螺旋槽形状, 在内槽圆周上均布有6处圆弧轮廓的螺旋槽, 圆弧槽半径为8mm, 钢丝绳捻节距为245mm。
针对该产品特征结合本单位工艺资源的情况, 制定了如下工艺方案:下整体方形料→铣外形→钻内孔→车外形、内孔螺旋槽→锯开→铣面、钻4孔;具体分析该产品的加工难点在于内槽圆周上均布6处圆弧轮廓的螺旋槽的加工, 本文重点对此进行介绍。
1. 圆弧轮廓螺旋槽车削工艺
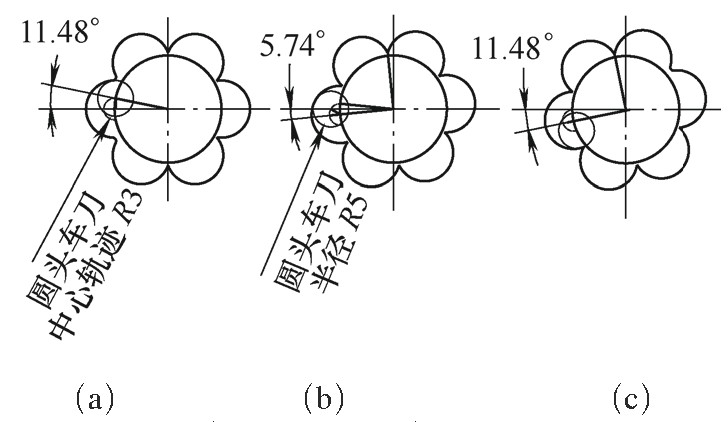
由于该产品在内孔圆周上均布6处圆弧轮廓的螺旋槽特征, 所以需采用主轴带C轴功能的数控车床来完成加工, 此类数控车床主轴在圆周上可以进行360°角度定位, 先通过C轴的角度与X轴方向的直径定位配合形成圆头车刀中心轨迹的圆弧轮廓逼近, 再进行Z轴与C轴同步的螺旋轨迹的进给, 从而完成单个端面圆弧轮廓螺旋槽的加工 (圆头车刀的中心轨迹路径见图2) , 其余5个相同的螺旋槽只需进行C轴角度的增量偏移就可完成加工。
2. 内孔圆头车刀车削过程减振方案
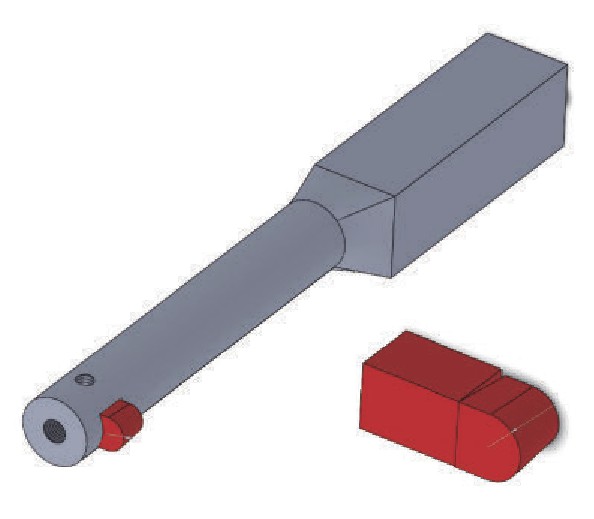
在车削刀具的选用上, 因要通过圆弧逼近的方法拟合圆弧槽轮廓的方法, 所以车削中采用的圆头车刀是R5mm的圆弧车刀进行立装并垂直于Z轴端面圆弧轮廓方向 (见图3) 。由于所加工的孔径较小且深, 刀杆长径比超过5倍, 所以尽量选用整体硬质合金刀杆来保证刀杆刚性;加工过程中, 刀具易产生振动, 影响加工效率和表面质量, 减少振动影响的方法如下:
图1
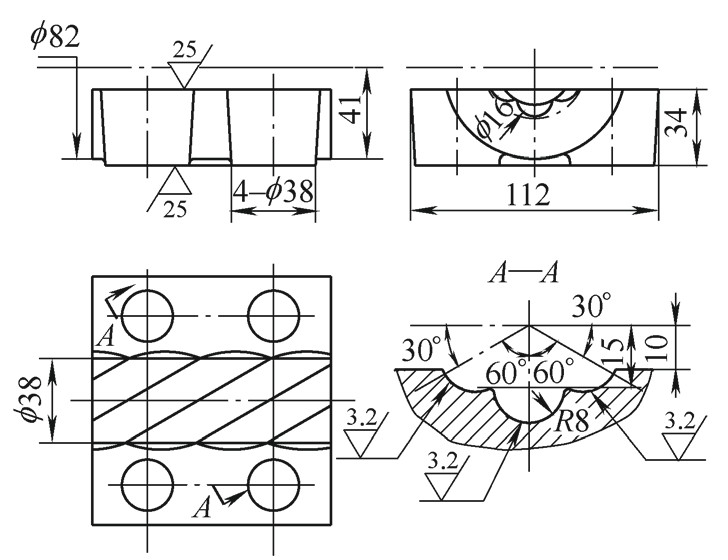
图2 车端面圆弧轮廓分度
(1) 刀具安装时, 刀杆伸出部分尽量短, 以比内孔长度长3~5mm为宜, 可以一定程度提高刀杆刚性。
(2) 尽量增加刀杆截面积, 按内孔直径设计刀杆直径为25mm, 这样也能提高刀杆刚性。
(3) R5mm圆弧刀头选用耐磨性较好的W6Mo5Cr4V2牌号的高速钢刃磨, 将刀刃刃磨锋利, 降低切削力。
(4) 采用移圆法和车圆法穿插进行车削加工, 减少切削刃与加工面接触面积, 降低切削力。本产品每次进给深度为0.5mm。
移圆法:采用相同的圆弧半径逐步向底径进刀, 即分层车削。
车圆法:采用不同的圆弧半径逐步加大, 最终达到成品尺寸。
(5) 合理选用切削用量, 浇注切削液, 充分冷却至车刀头, 减少刀具磨损。
3. 圆弧轮廓螺旋槽车削路径的数控编程实现
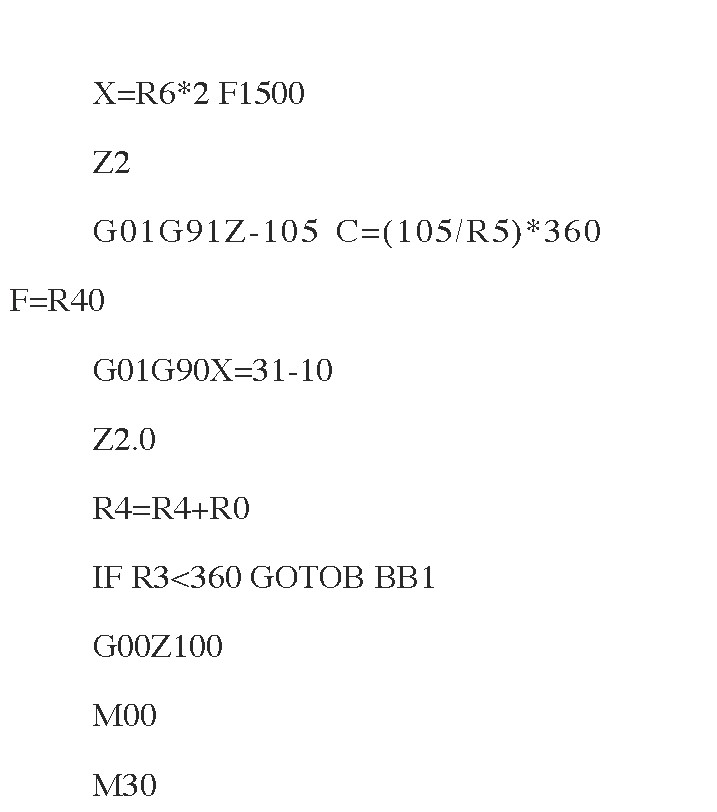
通过对单个圆弧轮廓的角度分解, 先从11.48°~0°进行车削 (见图2a) , 再从348.52°~0°进行车削 (见图2c) 。以下是单个圆弧轮廓螺旋槽的车削加工的数控程序, 其余5个螺旋槽只需将主轴C轴的工件坐标增量旋转60°分别进行5次就可完成所有螺旋槽的加工。
图3 圆弧头车刀
具体数控程序如下 (局部) :
宏变量参数的意义:
R0圆弧角度增量
R1螺旋槽大径
R2刀路圆弧半径
R3圆弧角度起始值
R4圆弧角度变量
R5节距
R41进给速度
R40进给速度
4. 结语
本文介绍的加工方法制定了合理的数控车削工艺方法, 根据产品特征设计车削刀具, 并编制了灵活使用的数控宏程序, 使数控程序更加简单、标准化, 便于程序的调试与应用, 高效地完成了内孔螺旋槽的加工。
参考文献:
[1]魏杰.数控技术及其应用[M].北京:机械工业出版社, 2013.
[2]王睿鹏.现代数控机床编程与操作[M].北京:机械工业出版社, 2014.
[3]昝华, 陈伟华. SINUMERIK 828D铣削操作与编程轻松进阶[M].北京:机械工业出版社, 2014.





