����ժ Ҫ����ʩ���ֳ���ȱ�ٴ��ͻ��ӹ��豸ʱ, ��Ҫ�ڹ����Ͻ���ƫ������ͨ���������ַ�ʽ:һ��Ϊ�����п�, ��һ��Ϊ��������ס�Ŀǰ��ʩ���ֳ�������û��ר�õ�ƫ��������о�, Ҳ����ô�ͳ��ʽ���ƫ����������, ������ʩ����ʽ���ڼӹ����ȵ͡�Ч�ʵ͡����״�Ʒ�ʸߡ����ȹ�����������ȱ��, Ϊ����������ڵ�����, ������һ��ƫ������װ��, ��װ�þ��мӹ����ȸߡ�ƫ�����ɵ�����������С��Ч�ʸߡ��������ɵ����г̿ɵ����ŵ�, ���нϸߵ��ƹ��Ժ�ʵ����, ҲΪ��ʩ���ֳ�����ͬ���͵�ȱ���ṩ�˽��������
�����ؼ��ʣ���ƫ��; ����; ����; ����;

����Abstract����In view of the lack of large-scale machining equipment in the construction site, the eccentric hole reaming is usually carried out in two ways: one is flame hole cutting, the other is magnetic drill hole. At present, there is no special jig for eccentric hole reaming in the construction site, and more traditional ways are used to solve the eccentric hole reaming problem. In order to solve the problems mentioned above, an eccentric hole reaming device was invented to solve the problems in the past construction methods, such as low machining precision, low efficiency, high rate of defective products from reaming holes, and unmachined workpieces of large thickness. The device has the advantages of high machining precision, adjustable eccentricity, low turning resistance, high efficiency, adjustable turning amount, adjustable stroke, etc. It has high popularization and practicability, and provides reference method for the same kind of defects encountered in the construction site.
����Keyword����eccentricity; hole reaming; turning; accuracy;
����0��ǰ��
����ij��վ��ư�װ��4̨225MW��ͬ�ͺŵ�ˮ�ַ������, ��˵�վ�ɹ�һ���ǡ���������ÿ̨���������Դ����ڼ���и���, ����������豸������������̨���������Դ����ڼ����ʹ��, ���մ��ַ�ʽ�����ֻ�ʹ��, ���������ɱ�, �õ�վ�������ֱ��6030mm, ��60.7T, ��140��M48�Ѻ���˨, ���ķ�����, ÿ����100mm, �����ֱ��5856mm, ��36.7T, ��70��M48�Ѻ���˨, 24��M85�Ѻ���˨, ���ĺ��273mm, ����ij̨��������ڼ���ж��ǡ���Ԥװʱ���ֵ���32����˨�ɲ�����ƫ������, ������50����˨�׳ɲ�����ƫ������
�����ڹ����Ͻ���ƫ������ʱ, ͨ���������ַ�ʽ:�����пʹ�������ס�����, �����п��Ƚϵ�, ������Ҫ��ʱ, �����п��нϸߵ��п�Ч�ʡ�����������������Խϸߡ��������������������������ں�Ƚϴ�Ĺ����Ͻ���ƫ������, ʹ�ô������ں�Ƚϴ�Ĺ�������״�����������:��ͷ���϶˹̶��ڴ����������, ���¶�ͨ��Ϊ����״̬, ֻ�����������������ж�λ, ���������д���������ˮƽ������ƽ�������ƫ��, ��Ӱ�����Ĵ�ֱ��;���������˫�������, ���нϴ���г̿ռ�, �������г̵�����, ����֮��Ļ�е��϶��֮����, ��������ͷ�İڶ�������֮����, Ӱ��������[1]����ʩ���ֳ�ȱ�����ͻ��ӹ��豸, �ڽ��л��и���������ʽ����ʱ, ������ĺ�ȹ�������¼ӹ�ʧ��, ��������ԭ���豸���ܷ����ӹ��������, ��Ʋ���������Դ����豸�ֳ���װ��λ�����ļӹ����ߡ�
����1�� ԭ������
��������������ӹ��������������������һ��ƫ������װ��, �������������Ľ��������Я�ӹ����ص��복���ӹ����Ƚϸߵ���������, �˷��˴���������ʱ˫����ϴ�Ļ�е��ϼ�϶�Լ��ӹ������е���ˮƽ������ƽ���������ƫ��, ʹ�ô���豸�ֳ��߾�������[2]��Ϊ��ʵ��
������ƫ������װ����Ҫ�ɳ���װ�úͶ�λװ�����, ����װ����Ҫ�������ˡ�����, �书��Ϊ��ɹ����ij���, ��λװ���ɵ�����ƫ����Ͳ�������ݸ����, �ڳ��������б�֤����ϵͳ�Ĵ�ֱ�Ⱥ�ͬ�Ķ�, ���������Ͽ�����һƫ�Ŀ�, �������Ե���������Ͽ�, ���ڵ��������Ͽ�������ƫ�Ŀ��ڱ���ͨ�����ƿ�;����ƫ����Ͳ��ϰ�װ�ڵ����ϵ�ƫ�Ŀ���, ����һ�����ݶ����������ƿ���, ��ƫ����Ͳѹ����ƫ�Ŀ���, ʵ��ƫ����Ͳ������λ;ƫ����Ͳ�¶˱�Ե��������Ե, ��ƫ����Ͳ��������λ�����������϶�Ϊ������豸�ļг�ͷ����, ���в���װ�����鳵��[4], ���鳵�������н����������������μ�С, ��֤һ�����ӹ�������, ���¶˴�����ƫ����Ͳ���ڿ���, �����˴�λ����ʱ���ȶ��ԡ�
����ʹ�ø�����װ�öԹ�������ƫ������ʱ, �Ƚ�����װ�õĵ����̶��ڴ�����λ�õĹ����²�, ʹ������ԭ�еĿ���ƫ����Ͳ���ڿ�, ���������½����˲��빤����ԭ�еĿ���, �����¶˲���ƫ����Ͳ���ڿ���, ת��ƫ����Ͳ, �����˵�ƫ�ľ������������ֵ, š�������ݶ�, �������϶˼г��ڴ�����ļ�����, ����������, ���ɶԹ�����ԭ�еĿ���ƫ�����ס�
����ƫ����Ͳ���ڿ�λ�ÿ��Ե���, ƫ������ʱ�����ϡ������˷ֱ�ͨ������װ�úͶ�λװ�ý���Լ��, ���˲�����ˮƽ������ƽ�������ƫ��, ȷ�����Ĵ�ֱ��;���ҵ���������г̸ı�ʱ, �����в��ij�������ڶ�, ������ƫ������ʱ���ȶ���, ����������ȡ�������װ�ò�����, ʵ����ǿ��
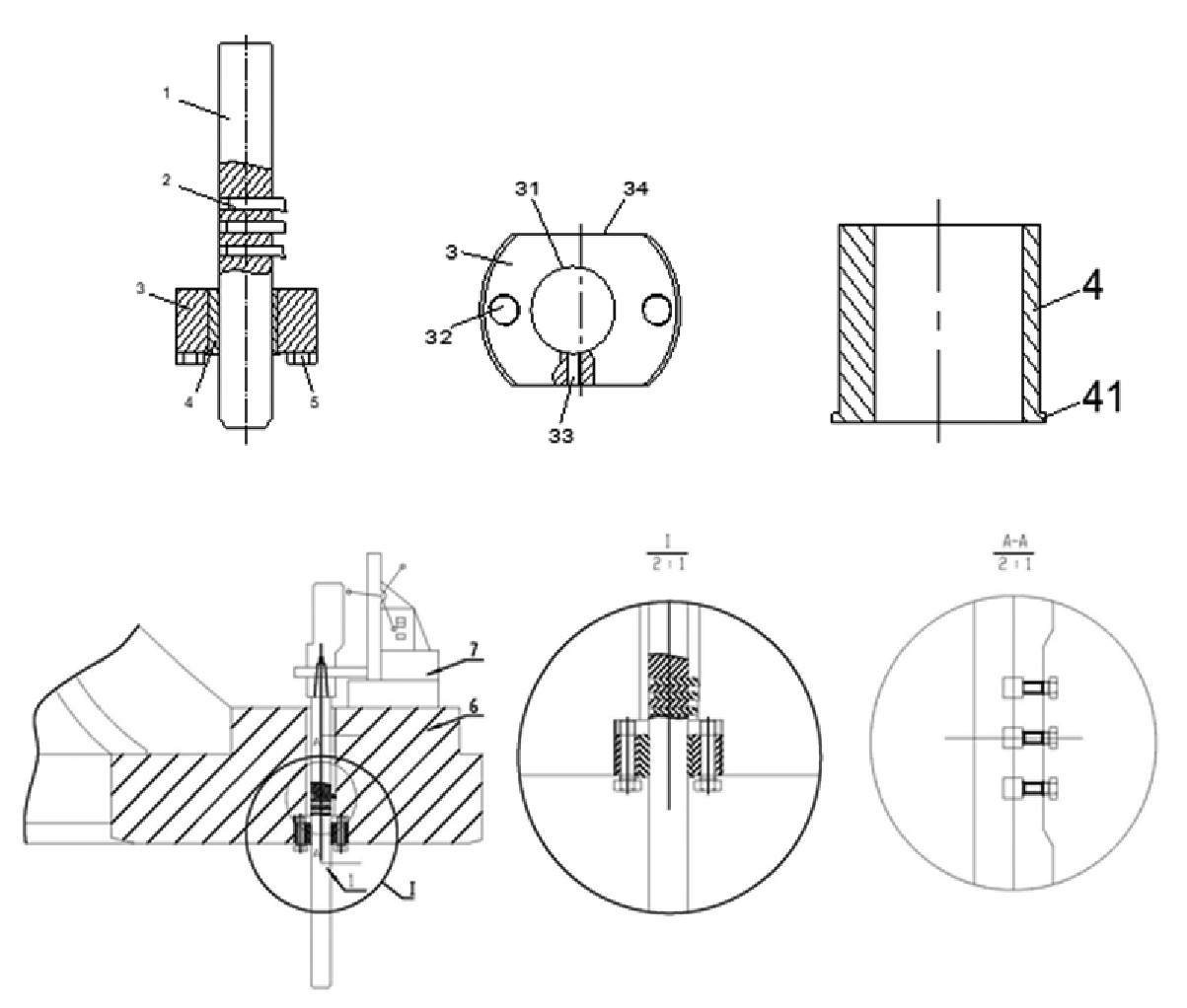
����ͼ1����Ϊ��ʵ�����͵Ľṹʾ��ͼ;������ʾ��ͼ;ƫ����Ͳ������ͼ�Լ�����װ���ڹ���������ʾ��ͼ;����1-���ˡ�2-������3-������4-ƫ����Ͳ��5-��˨��6-������7-������;31-ƫ�Ŀס�32-���ƿס�33-���ƿס�34-ȱ��;41-��Ե��
�����μ�ͼ1��ʾ������װ��, ��������3��ƫ����Ͳ4������1, ��������3�Ͽ�����ƫ�Ŀ�31, �ڵ���3���濪������ƫ�Ŀ�31�ڱ���ͨ�����ƿ�33;����ƫ����Ͳ4��ϰ�װ�ڵ���3�ϵ�ƫ�Ŀ�31��, һ�����ݶ����������ƿ�33��, ��ƫ����Ͳ4ѹ����ƫ�Ŀ�31��, ʵ��ƫ����Ͳ4������λ;ƫ����Ͳ�¶˱�Ե��������Ե, ��ƫ����Ͳ��������λ����������1�϶�Ϊ�������ļг�ͷ����, ���в���װ�г���2, ���¶˴�����ƫ����Ͳ4���ڿ��С�
�����ڱ�ʵʩ����, ����ƫ����Ͳ4[5]���ڿ�ƫ�ľ������3��ƫ�Ŀ�31��ƫ�ľ����, ��Ϊ2.5mm, ��ƫ����Ͳ4�ڵ���3��ƫ�Ŀ�31��ת��ʱ, ����1��ƫ������֮�ı�, ����1��ƫ�ķ�ΧΪ0~5mm��
���������ڱ�ʵʩ����, ��������1�����߷���װ�����鳵��2, ���鳵��2�����н����������������μ�С, ȷ������һ�γ���, �����������Ч�ʡ�����ƫ����Ͳ4�¶˱�Ե��������Ե35, �Զ�ƫ����Ͳ4��������λ��ʹ�ø�����װ�öԹ���6��ԭ�еĿ���ƫ������ʱ, �Ƚ�����װ�õĵ���3�̶��ڴ�����λ�õĹ���6�²�, ʹ����6��ԭ�еĿ���ƫ����Ͳ4���ڿ�, ���������½�����1���빤��6��ԭ�еĿ���, ����1�¶˲���ƫ����Ͳ4���ڿ���, ת��ƫ����Ͳ4, ������1��ƫ�ľ������������ֵ, š�������ݶ�, ������1�϶˼г��ڴ�����7�ļ�����, ����������7, ���ɶԹ���6��ԭ�еĿ���ƫ�����ס�
�����ڹ��������ӹ�ʱ�����ڵ����ϵ���ΪFr[3]��Fr�ɷֽ�Ϊ���ֱ�������Fx����������Fy����������Fc����������Fx��У�����ǿ�ȵ���Ҫ����, Fy��У������նȵı�Ҫ����, Fc�Ǽ��㵶�ˡ���Ƭǿ�ȼ��оߵ���Ҫ����, �����������ļ����Լ�������ѡ��, ��һ��ӹ�����, �糵�����ӹ���ϳ����ͨ������õ����ط�ʽ���м���, ��Ϊ�̶�������Ӱ�����ؽ�������, ��Fc�ļ����ϵʽΪ:
����ͼ1
����ʽ��:CFc��������Ӱ��ϵ��, ͨ����ѯ�������ݱ��ɵ�;ap�������Ե�����Xfc��Yfc��Nfc��ʾΪ�Ե����Գ�������Ӱ��ָ��;Kfc��ʾΪ������������ϵ��
������ʵ��Ӧ���пɸ��ݳ������Ϻ͵��߲��ϵIJ�ͬ, �Լ���Ҫ�ӹ����ϵļӹ���ʽ�IJ�ͬ����ѡ��ͬ�ļӹ�ϵ��, �����ü����������������ѡ�õĵ��ˡ���Ƭǿ�ȼ��о߲��Ͻ���У��, �����㲻ͬ�и�����ӹ�������
������ʵʩ����, ���ڹ���6��ԭ�еĿ�Ϊ��С�´��̨��, ����3��װ�ڴ�ֱ��̨����, ���ڴ�ֱ��̨���ڱھ���������, Ϊ�˷���̶�����3, �ڵ���3���������������������, ����3�����ڸô�ֱ��̨���ڡ����ڵ���3���Ե������ȱ��34, ����ʱ��������м�ܹ���ʱ�Ӹ�ȱ��34�ų�, ������Сֱ��̨���ڶѻ���
������Ϊ��ʵʩ����һ����ѡ����, ����Ϊ�˱��ڽ�����3�ӹ���6�²��Ĵ�ֱ��̨���ڲ���, ��ƫ�Ŀ�31����ĵ���3�����������ƿ�32, ���ƿ�32����������˨5, ������ֻ�轫����˨5��������, ץס��˨5ͷ������3�Ӵ�ֱ��̨�������¼���, �����ƿ�32�������ݸ˿���Ϊ����3�Ķ�λ�ݸ�, �ڼӹ������е���3λ�ù̶������붥���ݸ�, ���������ݸ˵��������Ե������ж�λ��
����2�� ���µ�
����2.1�� �ӹ����ȸ�
����ƫ������ʱ�����ϡ������˷ֱ�ͨ������װ�úͶ�λװ�ý���Լ��, �ı��˵�ͷ�̶��ļӹ�ģʽ, ��֤��������ת���������в���ˮƽ������ƽ�������ƫ��, �˷��˴���������ʱ˫����ϴ�Ļ�е��ϼ�϶�Լ��ӹ������е���ˮƽ������ƽ���������ƫ��, ��С���аڶ�, ��֤���׳ߴ�ʹ�ֱ�ȡ�
����2.2�� ƫ�����ɵ�
����ƫ���͵������ڿ����Ϊƫ�Ŀ�, ƫ�ľ�Ϊ2.5mm, ��ͨ����תƫ���͵��������λ�ù�ϵ����������0-5mm��ʵ��ƫ�ļӹ����Ŀɵ���, �����������λ������λ����, Ҳ�ɸ��������ƫ�ľ���иı�����Ӧ��ͬ�ļӹ�������
����2.3�� ��������С
����������Բ�����м��, ��֤�ڼӹ�������, ����м�ܹ�˳���ų�, ���ٵ������й����е�������
����2.4�� �������ɵ�
����������������3��ӹ���ͷ, ���鳵�������н����������������μ�С, ȷ������һ�γ���, �ڼӹ�������ʵ��һ�����ӹ���������
����2.5�� �г̿ɵ�
������Ϊ��װ�õ���һ����ѡ�ķ���, �������ļӹ��г�����, �ɸ���ʵ�ʼӹ�����ڵ����϶ˡ��¶��ʵ�λ�ø�����һ�鵶��, ��ȡ�ֶμӹ���ʽ���г��г̹����ļӹ���
����3�� ������
������ƫ��������Ϊ����ƫ�������ṩ���µ�˼·�ͷ���, Ҳ�Ӹ����Ͻ�����ֳ���װ����, ���Ҹù��߿��Ը��ݲ�ͬ�����ó��ϿɶԵ����Ĺ̶���ʽ���иı�, ���編���̶������ƹ̶���ͨ����ϼ�϶���й̶��Լ�ͨ��ʩ���������й̶��ȷ�ʽ, ����������װ�ó���װ�õĶ�λ����, ���нϸߵ��ƹ��ֵ��
�����ο����ף�
����[1]�ֽ���, ������, �ڹ�ΰ, ��.������ṹ�ĸĽ������[J].������, 2015, 49 (08) :36-40.
����[2]�ξ�.������ṹ�ĸĽ������[J].��ȼ�������, 2018 (03) .
����[3]�Ɵ���.������ѧ[M].����:��е��ҵ������, 1992.
����[4]��ռ��, ������, ������, ��.��еʽϵ�л�������������Ӧ��[J].ʯ����ɹ���, 2001 (01) .
����[5]������, �����, ��Ծ��, ��.�����������ֳ�Ӧ�÷���[J].ʯ������, 2017 (07) .





