引言
动车组的运用效率和检修质量直接关系到客运专线的安全运营和服务品质,动车组的运用和检修问题也就成为客运专线运输组织的核心问题之一. 动车组采用高新技术集成体,开行速度高、运用环境复杂、技术含量高,动车组的维护与检修周期是以运行公里数来确定的. 维修实践需要一种思想作为指导,称为维修思想. 在一定的维修思想指导下,制定出的一套规定与制度称为维修制度. 质量管理体系对于新造产品应比较完善、切实可行,但对于检修产品的质量管理体系建立还存在困难,同时,检修主机厂面对着返厂极不均衡的动车组生产组织和不同修程级别的动车同时返厂检修的情况,质量管理难度很大. 为了适应动车组质量管理的各种复杂情况,为未来动车组检修做一些积累,作者以动车组转向架高级检修为切入点撰写了此论文.
1 动车组现有修制
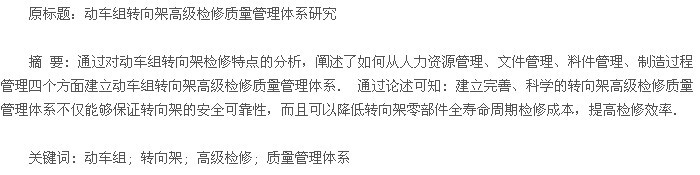
中国动车组检修修制以可靠性为中心,现代维修理论为指导,使用最少的资源消耗保持动车组装备固有可靠性和安全性的目标. 按照计划预防修为主的原则,根据动车组本身结构特点可分为: 一级检修、二级检修、三级检修、四级检修和五级检修,( 各型动车组维修等级及周期详见附表) ,其中一、二级属于运用维修,以维护保养为主,主要在动车运用所完成; 三、四、五级属于高级别维修,以恢复基本性能为主( 动车组修程修制的基本框架见图 1) ,主要在新造主机厂或动车组检修基地完成.【图1】
2 质量管理体系的建立
转向架起到对整个车辆的承载、导向和减振作用,同时还是牵引与制动的最终执行机构,直接影响动车组的安全性和舒适性,是用户严密关切、各级修程需要高度关注的部件. 同时,转向架维修涉及系统多而复杂,转向架质量管理体系的建立必不可少.
2. 1 人力资源管理
动车组转向架检修属于知识密集型作业与劳动密集型作业交叉分布,检修工作主要由人的手工操作完成,在生产不均衡、动车检修工作经验匮乏的情况下. 人力资源管理在质量体系建设中处于重要地位,为达到人力资源管理受控需要建立如下制度:
( 1) 操作人员检修资质的认证制度,对操作人员进行理论和实作考试,获得检修操作资质;( 2) 关键特殊工序定期进行理论和实作考试制度,以验证检修人员能否达到并维持高水平的检修技能;( 3) 惯性问题处理制度,对于发生三次及以上的人为质量问题定义为惯性质量问题,出现惯性质量问题的操作者,要重新培训并考试;( 4) 新员工管理制度,对于新员工加入工序进行生产的,要有不低于二个月的试用实习期,前一个月严禁参与操作,后一个月在师傅的现场指导下,按照工艺文件或者作业指导书允许参加实作;( 5) 建立员工质量档案制度,对员工在操作中出现的问题和为质量工作做出的贡献做相应记录,定期予以通报.
2. 2 文件管理
2. 2. 1 检修规程
动车组转向架检修规程是主机厂根据技术转让的维修手册、运营中暴露问题的整改措施、设计改进方案和用户要求等,按照现代维修理论编制的. 检修规程以可靠性和安全性为目标,兼顾全寿命运用成本,并获得批准的正式文件. 检修规程作为动车组高级修执行的最高级别文件,应作为一切技术要求、工艺文件、质量文件的出发点和依据.设计部门需要及时、准确的将检修规程正式的下发给相关部门,工艺部门按照检修规程编制工艺文件,质保部门按照检修规程和工艺文件编制质量管控文件.一种车型检修规程的完善是一个长期的过程,在检修过程中,由于技术方案变更引起新的技术性问题,由于相关标准升级引起的标准不适用的问题,由于原检修方案无法达到用户要求的问题,这些都需要升级检修规程.在检修规程运用的前六个月,检修主管部门应收集生产过程、工艺流程、质量管控、售后服务过程中遇到的问题,及时向设计部门反馈检修规程中的问题,修正和完善检修规程.
2. 2. 2 工艺文件
检修规程不作为一线操作者执行的标准,应由工艺部门对照检修规程,选择高效、便捷、经济、适用的方法,深入的分析,逐条的响应,将检修规程分解为适用于一线员工操作的作业指导书或工艺文件. 为保证工艺文件的适用性,需做到:
( 1) 建立检修新工艺的验证机制,以保证工艺文件必须是严格按照检修规程和相关技术文件编制的,并且是通过现场实际验证的具有可操作性的文件;( 2) 建立工艺文件反馈机制,车间定期向工艺部门反馈工艺文件在执行中存在问题,达到工艺文件的适用性和执行性的统一;
2. 2. 3 质量文件
质量保证部根据检修规程和检修工艺文件编制质量控制文件,确定关键项点和关键工序,确定巡检及抽检比例.
2. 2. 4 配置管理
( 1) 图纸管理
在新造过程中,配置经理下发了若干个图纸配置基准清单,明确了配置基准的具体执行列份.这些新造时执行不同配置基准的车辆返主机厂进行维修时,原则上也应执行不同版本的图纸,作为生产组织、交检、交验的依据. 因此,配置经理带领的配置团队在检修开始前,应该发布检修图纸配置基准.
( 2) 工艺文件管理
转向架检修的工艺是需要根据检修规程更新和返回车辆具体状态,不断优化、改进的. 配置经理应明确下发工艺文件配置基准清单,明确工艺改进执行的具体列份,同时作为现场工艺文件版本是否正确的检查依据.
( 3) 技术变更管理
检修过程中技术方案变更在所难免,需要对执行的技术变更进行汇总管理,要跟踪到具体的列车编号、车辆车号和转向架号,车间按单个转向架为基本单位填写技术变更的执行情况,形成由操作者签字确认,车间配置管理员互检,质量检查员最终确认的闭环技术变更管理模式,此表由车间、质保部、配置团队三方存档.
2. 3 料件管理
2. 3. 1 料件寿命管理
料件寿命管理是动车组转向架高级修质量管理的核心,动车组转向架高级修料件经历了 120万公里( CRH2 型车为 60 万公里) 整数倍的运用,以 CRH5 型车为例,由于动车组转向架部件寿命不尽相同,例如: 构架寿命为 30 年,车轴寿命为20 年,抗蛇形减振器寿命为 240 万公里,一系垂向减振器寿命为 120 万公里. 造成了三级修、四级修及五级修的必换件清单的不同,为使这些料件寿命管理处于可控的范围内,主机厂应该制定料件寿命标识刻打规范:( 1) 以时间为寿命节点的关键部件,例如构架、摇枕、制动梁、电机吊架、轴箱等,应该刻打可以永久保存的新造日期,在检修过程中,由分解检查员确认对达到寿命的料件进行报废处理;( 2) 以里程为寿命节点的关键部件,例如万向轴、减振器、高度阀、制动缸等,应明确由时间、修程组成的标记,对于返供应商检修的料件由供应商刻打,并明确供应商标识.
2. 3. 2 必换、偶换、必修、偶修料件管理
必换件是检修规程规定的在高级修过程中必须更换的料件; 偶换件是分解检查员实物鉴定不符合检修规程相关标准所必须更换的料件; 必修件是指按照检修规程规定,在高级修中必须进行检修的料件; 偶修件是指分解检查员实物鉴定不符合检修规程相关标准所必须进行检修的料件.为使以上四种料件在生产过程中处于严密受控状态,建议检修主机厂建立红、黄、绿贴管理办法:
( 1) 对于报废料件贴红贴或划红色标记无论是必换件还是偶换件都属于报废料件范畴,要求分解车间对必换件中紧固件涂打红色标记,对其他必换件贴红色标识贴,分解检查员对偶换件贴红色标识贴,并出具分解检查报废单.贴红色标识贴或者划红色标记的料件是明确已经报废的料件,其回收必须有严格的管理规定,才能确保已经被确认成为必换或者偶换的料件不重新进入装配场地,造成管理上的漏洞. 必换、偶换件的报废管理应该达到以下几点要求:
( 1) 分解现场应建立报废料件存放区,区域内需要有收发台账,明确料件名称、物料号、数量、存入人、移出人、报废依据等信息;( 2) 报废料件需定期回收,应以转向架为基本单位,与回收单位核实必换件清单、偶换件清单与数量.
( 2) 对偶修件贴黄贴由分解检查员对偶修料件贴黄贴,并出具分解检查偶修料件清单,并于两日内完成偶修料件方案明确通知的下发.由车间核对表格与实物黄贴料件的名称、物料号、数量等信息是否一致,按照检修方案进行检修. 检修合格后,由分解检查确认将黄贴改为绿贴,并签字确认,车间将料件正常转序. 检修后仍无法达到检修规程的料件,由分解检查员将黄贴改为红贴,将此料件增加至报废清单中,并在偶修件清单中注明报废.
( 3) 对必修件、合格料件贴绿贴由分解检查员对必修件的清洗,打磨质量进行确认,合格后贴绿贴,进入车间检修工序,由车间填写必修件检修清单或者检修工卡.车间在完成必修件检修后,由质量检查员确认是否满足检修规程要求,如满足则由质量检查员签字确认,开具合格证,正常转序. 如检修后确无法满足检修规程要求的料件,由质量检查员签字确认报废,由车间负责联系分解检查员,将此料件加入分解检查报废单中,并由分解检查在必修件检修清单中签字确认报废.
2. 3. 3 不同级别修程料件区分管理
从原则上讲,除了车轮、制动盘、轴端摩擦盘等主要以磨耗作为寿命主要指标的料件,在技术规范明确,料件管理受控的条件下,允许相互替代使用以外,动车组转向架各个修程级别的料件是不允许互相替代使用的. 这是由于各个修程级别的料件运用时间不一样,运用里程不一样,如果混装一方面造成在未来的检修节点上,无法制定一个统一的检修规程和技术要求来应对同一转向架上同一种料件的不同检修要求,另一方面则造成料件寿命管理的失控,例如: 一个四级修的构架在四级修过程中,混装在同一时期返厂的三级修车辆上,在这列三级修车辆经过 120 万公里运用,达到四级修时,这个构架又被混装在另外一列同一时期返厂的三级修车辆上,如果检修过程中未发现这个问题,这列动车组车体运用达到 30 年寿命时,这个构架至少多运用了 240 万公里,造成严重的安全隐患.在主机厂的动车组检修过程中,不同级别修程车辆同时返厂,交替进行生产,时有发生. 为了做好不同级别修程料件区分管理工作,应该建立不同级别修程料件管理制度:( 1) 不同级别修程的料件分不同区域存放;( 2) 由工艺部门明确关键、重要部件的单件必须悬挂标识的清单,标识内容包括: 车号、运用里程、修程级别,对于原车回原位的关键部件要明确车号、转向架铭牌号和具体位置,对于打砂件要使用铁质标志牌;( 3) 同一时期返厂检修的不同修程级别车辆进入分解车间时,要隔开一天时间.
2. 3. 4 返修件管理
返修件是指按照检修规程要求,主机厂不具备检修条件,需要返回供应商进行检修的料件. 这些部件一般是比较复杂、专业性较强的料件,例如牵引电机、制动缸、减振器、轴承等等,同时,这些部件也是直接影响车辆运用安全的,用户非常关注的部件. 加强对返修料件的管理应该建立返修件管理制度:( 1) 检修开始前需要签订技术协议,明确检修内容,技术要求,验收标准,相关双方责任和义务,并签订正式合同;( 2) 在返修时需要随实物料件附带检修交接单,每个交接单都要有独立编号,例如 2013 年 7月返修 DISPEN 三级修减振器第五批发货,编号可制定为 FX05-DIS-120-13-07,FX 代表返修,05代表第五批,DIS 代表 DISPEN,120 代表运用里程120 万公里,13、07 分别代表年月. 运输箱上要有与交接清单一致的编号,以保证帐料相符;( 3) 不超过 18 个月的时间对供应商检修工作进行一次质量评审.
2. 3. 5 周转件管理
周转件是指在检修过程中,由于某个部件检修周期长于整车检修对该部件周期要求,由工艺部门核定,专门用于周转的料件. 进入生产工序的周转件不断的转变为正常产品,分解下的料件又转变成周转件. 由于生产的不均衡,一些周转件存放在库房,一些周转件在生产工序,还有一些周转件在运输途中,或者在供应商的检修场地,分布不均衡. 为了使周转件管理受控,需要建立周转件管理制度:( 1) 周转料件单件需有标识牌,明确运用里程,分解车号;( 2) 周转料件单件需有工序状态标识;( 3) 周转料件存放需有明确存放方案;( 4) 周转件需建账管理,数量定期核对.
2. 4 制造过程管理
2. 4. 1 首件鉴定
首件检验是指对检修的首件产品,依据检修规程、产品图纸、技术协议、检修作业指导书和试验大纲要求进行符合性检查和试验. 采购件、自修件及委外检修件均需进行首件检验.首件检验的正确使用可以有效避免批量不合格品的产生,同时也可以验证:( 1) 检修规程、技术要求、工艺文件是否适用;( 2) 运营中暴露出问题在检修中是否得到了处理,相应技术要求和工艺文件是否优化;建议建立检修项目首件鉴定制度,对关键自修件、委外修件进行首件鉴定.
2. 4. 2 质量门
质量门是项目过程的控制手段,通过在项目过程中设置管控点,对前一阶段工作的完成情况进行总结,对后一阶段工作的准备情况进行检查评估,确定项目能否进入下一过程. 建议建立动车组转向架检修关键工序质量门管理,明确质量门适用部件:( 1) 关键大部件( 例如构架、摇枕) 的打磨、补焊;( 2) 轮轴件的分解、检修、探伤、组装;( 3) 关键受力杆类件的压套、组装;( 4) 气动管路的检修、过球试验、组装;( 5) 万向轴的检修.
2. 4. 3 三检制
三检制包括操作者自检、工序包保人互检和质量检查员的专检. 三检制是保证动车组转向架检修实物质量的重要保证. 在实际的工作中,车间要认真抓好自检和互检工作,要让操作者的检查落到实处,规范、及时的填写工序检查卡. 质量部门要做好工序过程中和交出前的质量的确认. 生产车间要在三检制的基础上,不断的培养员工良好的操作习惯,提高职业素养,从结果控制向过程控制转变.
2. 4. 4 质量记录
质量记录是质量控制的重要环节. 质量经理根据主合同和主技术规范的质量要求,编制整体质量控制计划,在由质量工程师根据整体质量控制计划,按照关键、重要、一般等级编制质量记录.质量记录详细的记录了关键、重要质量控制项点的制造过程,产品完工交出时,连同资料交付下工序; 下工序在接收上工序产品时,要核对资料是否齐全; 质检人员检验产品之前确认资料完整有效.质量记录也作为交验前向验收室提供的质量确认表,在车辆出厂后归档备案.建立按照动车组转向架检修规程要求的关键特殊检修项点,编制检修项目专用质量记录.
2. 4. 5 工序流转管理
为使检修区域料件工序状态受控,建议建立工序流转管理制度. 一方面应该在多于五个工序的料件悬挂工序流程卡,明确料件检修状态,另一方面,需要将不同工序状态的料件放置在不同的区域内,达到工序流程卡与区域存放的互锁式管理.( 1) 工序流程卡管理: 工序流程卡制度由工艺部门编制,并明确悬挂流程卡的料件明细,由操作者负责在完成工序后填写;( 2) 区域流程管理: 按检修工艺流程,在不同场地上明确料件存放区域,如“分解检查区”、“待修理区”、“报废品区”、“修复待检区”,“包装发运区”等.以上制造过程管理为现场保证实物质量提供强有力的支撑. 同时,精益生产、现场 5S 管理、单件流、拉动系统的建立,同样对质量管理有着明显的促进作用.
3 结论
本文结合作者实际工作,从人力资源管理、文件管理、料件管理、制造过程管理四个方面对动车组转向架高级检修质量管理体系进行了阐述,认为动车组转向架高级检修是一项系统工程,应建立闭环的、受控的、持续改进的检修质量管理体系,应特别重视料件的检修级别和寿命管理,采用物联网和电子标签管理将是动车组检修未来的发展方向.
参考文献:
[1]王忠凯. 动车组运用检修计划优化方法的研究[D].北京: 中国铁道科学研究院,2012.
[2]董锡明. 现代高速列车技术[M]. 北京: 中国铁道出版社,2006.
[3]张卫华,王伯铭. 中国高速列车的创新发展[J]. 机车电传动,2010( 1) : 8-12.
[4]王文静,金新灿,韩同样. 动车组转向架[M]. 北京: 北京交通大学出版社,2012.
[5]韩增力. 关于动车组检修性能的探讨[J]. 铁道机车车辆,2010,31( 3) : 90-92.
[6]窦璐. 地铁车辆检修质量管理问题与对策的探讨[J].科技导向,2013( 23) : 45-48.





