摘要:针对超宽板坯连铸机结晶器铜板磨损严重的问题,结合生产现场实际情况分析原因并提出改进措施。通过控制足辊跳动量不大于0.5 mm,提升扇形段0段、1段对弧精度至±0.30 mm,显着减轻了结晶器宽面的磨损;铜板镀层材料使用钴镍合金,表面处理应用热喷涂表面改性技术,并增加热处理工艺,镀层最高硬度由276 HV提升至391 HV,提高了41.7%,增强了镀层耐磨度。采用以上措施后,超宽板坯连铸机结晶器使用寿命可以稳定在800炉以上,改进效果明显。
关键词:超宽板坯;结晶器;钴镍合金;长寿化;
Abstract:Aiming at the serious wear of the copper plate of the mould of the ultra-wide slab continuous casting machine, the reasons were analyzed in combination with the actual situation of the production site and the improvement measures were proposed. By controlling the runout of the foot roller to be no more than 0.5 mm, the accuracy of the zero section and the first section of the segment was increased to ±0.30 mm, which significantly reduced the wear of the wide surface of mould. The coating material of copper plate used a cobalt-nickel alloy, and the surface used thermal spraying surface modification technology and a heat treatment process, the hardness of the coating was increased from the highest 276 HV to 391 HV, an increase by 41.7 %, which enhanced the wear resistance of the coating. After adopting the above measures, the service life of the mould of the ultra-wide slab continuous casting machine can be stabilized to over 800 furnaces, and the improvement effect is obvious.
Keyword:ultra-wide slab; mould; cobalt-nickel alloy; longevity;
结晶器作为钢厂连铸设备中最关键部件,其铜板质量直接影响连铸坯表面质量、连铸机作业率和生产成本[1],但是在实际生产中,结晶器铜板由于冷热疲劳、高温氧化以及保护渣化学侵蚀,容易发生边部磨损、宽面热裂纹、窄面收缩、腐蚀等问题,严重影响铜板质量与使用寿命。近年来,受多种因素影响,安阳钢铁股份有限公司(以下简称安钢)第二炼轧厂超宽板坯连铸机结晶器使用寿命波动较大,宽面铜板两侧边部、铜板下口200~300 mm区域及窄边铜板两侧磨损严重,浇铸200多炉时常出现露铜现象,以及下线调整二次上线后浇铸数十炉时露铜现象屡见不鲜,造成严重的铸坯批量质量缺陷,严重危害生产计划正常进行、降低连铸作业率、增加生产成本。鉴于以上情况,结合该厂生产及设备工况分析查找铜板磨损加剧原因,从扇形段设备工况、镀层材料以及铜板表面处理技术等方面开展研究,进行超宽板坯连铸机结晶器长寿化技术攻关,有效地提高了结晶器使用寿命。
1 连铸机概况
安钢第二炼轧厂超宽板坯连铸机为德国西马克公司设计的直弧形连铸机,1机1流,结晶器振动为液压谐振式振动,振幅±(1~3.5) mm, 频率50~350次/min, 浇铸过程可实现振幅、振频及波形的在线调节,铸机设计年产量116万t。
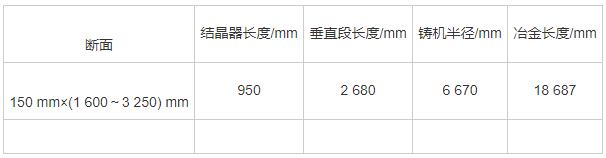
表1 连铸机设备参数
2 结晶器铜板磨损原因分析
在高温钢水与冷却水的共同作用下,结晶器铜板承受着高温氧化、冷热疲劳而产生的热裂纹;温度梯度过大而产生的变形;冷却水与保护渣成分的化学腐蚀;高温蒸汽引起的气蚀;引锭、拉坯、振动产生的摩擦与磨损,以及调锥度、调宽带来的划伤等[2]。经过多年实践发现,结晶器寿命短的常见原因主要有以下几点:1)铜板与支撑板之间渗水;2)引锭杆表面有异物造成铜板表面划伤;3)宽窄面间隙大,检修过程中夹紧参数未调准以及调宽时夹渣造成;4)结晶器、零段对弧不准,造成铜板下口磨损大;5)铜板镀层性能不佳;6)铜板由于再结晶温度低和支撑螺栓间距偏大,造成铜板产生波浪边形[3]。
该厂宽板坯结晶器正常使用寿命500~530炉,中间200~300炉下线返修一次,周期7~10天;扇形段0段250炉左右下线调整,正常情况下零段与结晶器同时上下线;扇形段1段使用600~650炉下线调整,原则上与结晶器、0段一起上下线。近年来,受多种因素影响,结晶器寿命出现较大波动,宽面铜板在200多炉出现露铜现象,以及下线调整、二次上线后数十炉露铜现象屡见不鲜,造成严重批量质量缺陷坯,严重危害生产计划正常进行。经过跟踪宽板坯连铸机结晶器下线情况发现,宽板坯连铸机结晶器寿命短主要是下面几个部位磨损严重导致,并根据现场设备工况分析原因如下。
2.1 结晶器宽面下口区域磨损
根据镍钴合金镀层具有磁性而铜板不具有磁性的特点,该公司发明了在线结晶器铜板镀层快速检测装置,铜板镀层磨损后磁性减弱吸力减小,可根据磁性强弱判断铜板镀层磨损情况。换浇次期间使用此装置检查发现,结晶器宽面下口200~300 mm区域铜板镀层磁性减弱速度较之前明显加快,检查下线结晶器铜板镀层,发现此区域铜板镀层磨损严重,经常出现露铜,增加了连铸坯产生星状裂纹风险,严重影响到连铸坯质量。图1为随机选取的两次结晶器下线宽面铜板下口磨损情况,结合生产实际与连铸机设备工况分析原因,此区域磨损加剧主要是由于足辊跳动量大,足辊及轴承精度不够,无法保证上线足辊跳动量不大于0.5 mm。足辊跳动量大相当于开口度偏差大,铸坯容易产生鼓肚变形,造成铸坯从结晶器下口到足辊段不是垂直拉下,而是斜向拉出结晶器,导致铸坯与结晶器下口铜板之间摩擦阻力增大,加剧结晶器宽面铜板下口镀层磨损[4]。

图1 结晶器铜板下口磨损情况
2.2 结晶器宽面两侧边部磨损
该厂宽板坯连铸机结晶器宽面边部磨损主要是由于扇形段工况不佳,0段、1段对弧精度偏差大,上线生产过程不能始终保证对弧精度在±0.30 mm以内导致。而对弧偏差大将造成此区域铸坯横向扭曲变形,进而造成结晶器内铸坯有横向扭曲倾向,引起结晶器内初生坯壳与铜板间压力增大,拉坯阻力增加,造成结晶器宽面两侧边部磨损加重。图2为宽板坯连铸机扇形段0段南北两侧支撑座示意图,箭头所示方向为支撑座偏差方向,数值为相对基准位置偏差值。
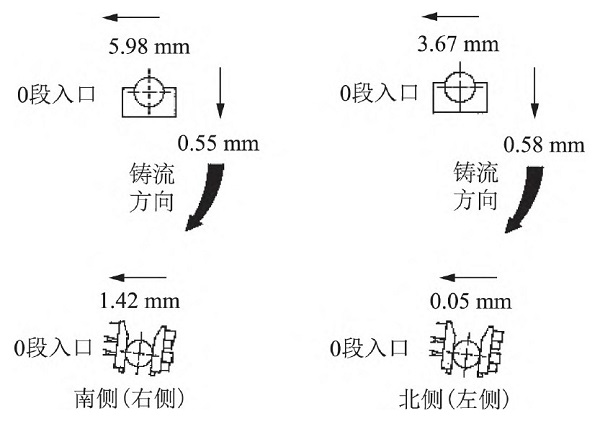
图2 扇形段零段出入口支撑座偏差
另外,浇铸中铜板热面的膨胀与温度升高成正比,但受到其后冷面限制,铜板总是向钢水侧弯曲,最大变形发生在窄边铜板弯月面下纵向中心线处。由于此弯曲变形,宽边铜板与窄边铜板之间是呈线接触状态,此线处承受着结晶器的全部夹紧力,造成该处应力集中,而结晶器调宽主要在边部一定范围,导致宽面边部磨损加重[5,6]。
2.3 结晶器窄面边部磨损
由于初生坯壳的凝固收缩,板坯连铸机结晶器窄面都有一定锥度,防止坯壳与铜板脱离,冷却变慢,导致漏钢,特别是对于超宽板坯连铸机,宽厚比大,窄面锥度设定值往往比较大。而且由于结晶器内铸坯边部是二维冷却,冷却速度快铸坯温度低,角部铸坯硬度大,基于以上两种因素,导致铸坯对结晶器窄面边部磨损加重,因此,窄面铜板寿命往往要低于宽面,图3所示为随机选取的两次结晶器下线窄面铜板边部磨损情况。
3 改进措施
针对结晶器铜板宽面边部、下部区域以及窄面边部磨损严重的情况,从扇形段设备工况、镀层材料以及铜板表面处理技术等方面进行调查研究,开展结晶器长寿化技术攻关。

图3 结晶器窄面铜板磨损
3.1 足辊精度及稳定性控制
在生产过程中发现1号连铸机足辊跳动量大、偏差大,造成结晶器内拉坯阻力增加,加剧结晶器磨损。从足辊及轴承精度提升着手,确保上线足辊跳动量不大于0.5 mm, 防止因足辊跳动偏差大产生铸坯鼓肚变形,造成铸坯与结晶器下口铜板之间摩擦阻力增大,以减轻铜板下口磨损。自足辊跳动量得到控制以后,每次停浇及下线跟踪结晶器宽面发现,宽面下口200~300 mm区域磁性较之前减弱情况减缓,800炉下线检查尚未发现宽面铜板下口区域露铜现象,说明通过控制足辊跳动量能够有效解决宽面下口磨损的问题。
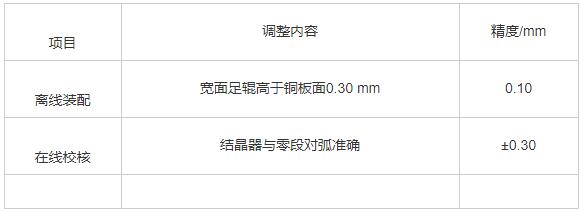
表2 宽板坯连铸机设备精度调整及要求
3.2 扇形段0段、1段精度控制
针对结晶器宽面两侧边部磨损问题,优化扇形段0段、1段工况,调整扇形段离线标定方案,实现离线、在线标定压力一致,控制辊缝值偏差在0.2 mm以内。关注扇形段上线精度,控制扇形段支撑座偏差,提升0段、1段对弧精度至±0.30 mm, 图4为调整后扇形段0段南北两侧支撑座示意图,箭头所示方向为支撑座偏差方向,数值为相对基准位置偏差值。通过以上调整措施解决了因0段、1段对弧偏差大造成的铸坯横向扭曲变形问题,减轻了结晶器内铸坯扭曲倾向,降低铸坯对结晶器宽面边部磨损,跟踪最近两月下线结晶器发现此区域磁性较弱,但未出现露铜。
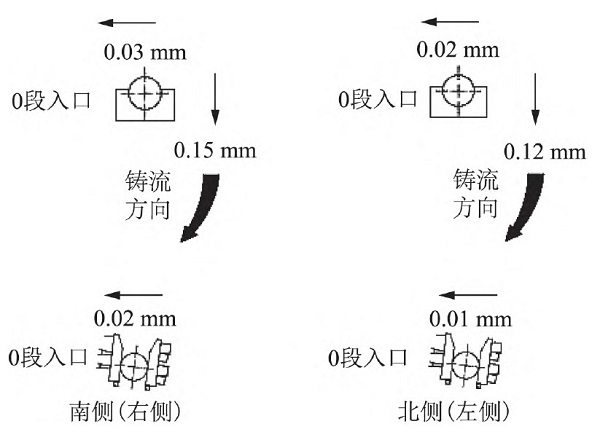
图4 调整后扇形段零段支撑座偏差
3.3 窄面镀层调整
宽板坯连铸机窄面铜板磨损主要是由于铜板锥度大、铸坯角部温度低硬度高两方面原因导致,而这两方面是出于安全生产与生产工艺客观存在的,因此只能从提高窄面镀层耐磨度开展工作。连铸结晶器表面涂镀层需要从材质的选择以及表面处理工艺两方面进行考虑,才能达到最佳使用要求[7]。选择的结晶器表面涂镀层应在满足热导性要求的前提下具有较高的强度和耐磨性,其次选择的涂镀层材料的热膨胀系数应与铜的热膨胀系数相近,以保证涂镀层材料与铜基体具有良好的结合强度[8]。
该厂宽板坯连铸机铜板镀层材料由镍钴合金调整为钴镍合金,逐步提升合金镀层材料中钴含量进行试验,试验过程发现钴质量分数超过80 %后镀层容易开裂,最终确定钴质量分数由此前的20 %调整为80 %,并应用热喷涂表面处理技术替代之前的电镀法,对铜板镀层硬度进行检测,结果如表3所示。可以发现,镀层最高硬度由276 HV提升至391 HV,提高了41.7 %,耐磨度得到了显着提升。
表3 一号机铜板镀层常温硬度
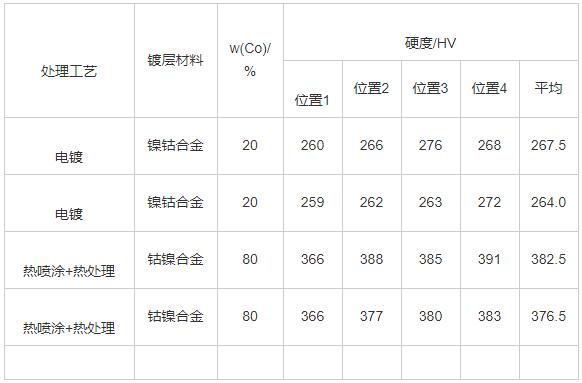
采用新型铜板表面处理技术,应用热喷涂表面改性技术替代原来的电镀方法,并使用热处理提升镀层性能。有研究发现喷涂层从0~800 ℃,其显微硬度变化不大,高温硬度得到提升,所以更能适用于结晶器的复杂工作环境。喷涂层经过热处理后能够与母材形成冶金合金层,具有良好的结合强度,抗剪力得到提升[9]。
3.4 其它措施
1)结晶器、0段喷淋上线前检查确认,换浇次在线检查确认,发现堵塞吊开处理或下浇次更换;在线足辊、扇形段0段辊子换浇次检查,发现不转痕迹,使用烧氧管勾动,无法处理时立即更换。
2)做好下线结晶器铜板镀层的跟踪确认,如下口开口度、足辊开口度、铜板面磨损异常痕迹等,做好离线喷淋喷嘴清理和管道吹扫。
4 改进效果
采取以上改进措施以后,宽板坯连铸机结晶器使用寿命可以稳定在800炉以上,如图5所示,下线常规检查没有出现铜板露铜现象,可见此项结晶器长寿化技术可以有效提高连铸坯表面质量与连铸机作业率,降低连铸成本。
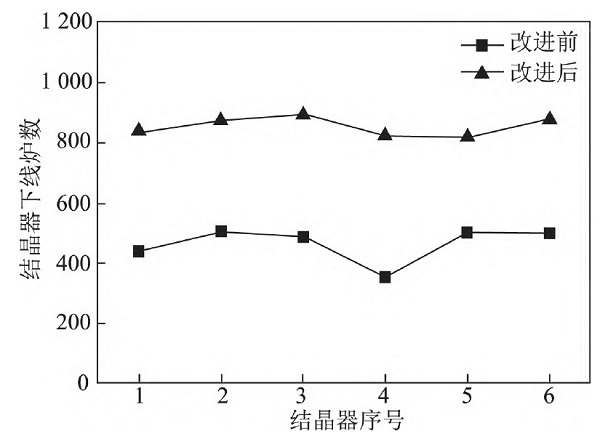
图5 改进前后结晶器使用寿命
5 结 论
1)通过扇形段控制0段、1段对弧精度至±0.30mm, 解决了因0段、1段对弧偏差大造成的铸坯横向扭曲变形问题,改善结晶器内铸坯扭曲倾向,降低了铸坯对结晶器宽面边部磨损。
2)提升足辊及轴承精度,确保上线足辊跳动量不大于0.5mm, 解决了因足辊跳动偏差大造成的铸坯与结晶器下口铜板之间摩擦阻力增大的问题,减轻了铜板下口磨损。
3)铜板镀层材料钴质量分数由20%调整为80 %,表面处理应用热喷涂表面改性技术,并增加热处理工艺,镀层最高硬度由276 HV提升至391 HV,提高了41.7 %,增强了镀层耐磨度,减缓了窄面镀层磨损。改进后宽板坯连铸机结晶器使用寿命可以稳定在800炉以上。
参考文献
[1]刘健健,朱诚意 ,李光强.连铸结晶器铜板表面涂镀层应用研究进展[J].材料导报, 2019 ,33(17):2831-2838.
[2]高泽平.连铸结晶器铜板及镀层的应用进展[J].特殊钢, 2007 .28(4):39-41.
[3]刘伟忠.板坯连铸机结晶器长寿化技术与经验[J].连铸, 2005(1):24-25.
[4]王中岐,三忠,高新军,等.超宽板坯结晶器镀层寿命研究与应用[J]连铸,2010(6):22-25.
[5]王隆寿.宝钢结晶器窄边铜板长寿化对策[J]连铸,2004(3):26-28.
[6]陈红伟.宽板坯结晶器铜板的磨损原因分析与改进[J]河南冶金,2017,25(1):13-14.
[7]刘健健.连铸结晶器表面Co-Ni-石墨烯(G/GO)复合镀层的制备及性能研究[D].武汉:武汉科技大学,2019.
[8]张宏杰,温茂远,侯振,等.连铸机结晶器铜板失效分析及改进措施[J].炼钢,2012,28(1):70-73.
[9]张宏杰,温茂远,侯振,等.结晶器铜板涂层界面结合强度的测定[J]表面技术,2014,43(3)-:169-174.





