3 结果与讨论
3.1 氢等离子体处理金刚石表面氢终止键合分析
不同工艺条件下氢等离子体处理金刚石粉对应的氢等离子体光发射谱结果示于图2. 可以看到在温度较低时(600 °C/500 W/2.5 kPa), 等离子体中只有较明显的Hα基团。 这表明等离子体中只有原料气体H2的分解, 且由于功率和压力较低, 等离子体的密度及能量均较低。 随着微波功率和压力的增加,伴随等离子体密度和能量的升高, 温度逐步升高,待达到700 °C(800 W/3 kPa)时, 等离子体中Hα基团的强度逐渐增加, 且等离子体中出现了CH基团。 随着微波功率和压力进一步提升, 温度继续升高, Hβ特征峰出现且增强, 表明氢等离子体的能量密度进一步增加。 相应地, 等离子体中的CH基团的浓度逐渐升高, 至900 °C(1400 W/6 kPa)时基本不再变化。
对酸洗和在不同温度下氢等离子体处理30min的500 nm金刚石粉表面进行了漫反射傅里叶红外光谱测试, 相应的结果示于图3. 对于酸洗后金刚石表面, 在1775 cm–1附近出现了对应于C=O键的伸缩振动模式, 表明经酸洗后, 金刚石表面被氧化, 表面形成了类似羧酸酐、γ-内酯和有张力环酮等类似的官能基团。 3000–3700 cm–1区域的宽峰对应于物理吸附于氧终止金刚石表面的水分子O-H键的伸缩振动模式。 位于1650 cm–1的峰对应O-H键的弯曲振动模式, 可能为水的特征峰。 1130、1280和1330cm–1附近的峰则可能分别对应于存在于人造金刚石内的单代位型氮(Ns)、N+及A型聚集中心Ns-Ns.在1100–1280 cm–1范围内可能存在叠加的C-O环醚型结构。15随着氢等离子体处理温度的升高, 1775 cm–1处C=O键峰移动至1710 cm–1, 而该峰对应于无张力的环酮。 经微波氢等离子体处理后, 金刚石样品均在2830–2960 cm–1范围内出现了对应于sp3杂化的C-H伸缩振动模式。 在2830、2850和2933 cm–1处的峰则出现了明显地分别对应CH、CH2和CH3官能团的C-H振动,16表明经氢等离子体处理后金刚石膜表面形成了氢终止。
结合等离子体的光发射谱及金刚石表面氢终止的漫反射谱结果, 可以得知在500 °C时, 金刚石表面已经开始形成C-H键, 只是此时形成速率较低,无法完全覆盖金刚石表面。 随着温度升高至600 °C,金刚石表面的C-H键浓度逐渐增加, 尽管如此, 由于等离子体密度和能量相对较低, 因此等离子体与金刚石表面作用产生的CH基团较少, 很难在微波等离子体中观察到。 随着温度和等离子体密度及能量进一步升高, 金刚石表面的C-H键浓度趋于饱和,与此同时, 等离子体中开始出现明显的CH基团, 表明更多的金刚石表面C原子被刻蚀出来。 金刚石表面通过微波氢等离子体处理形成氢终止的过程似乎是样品温度、等离子体密度和能量的共同作用所致, 一方面可能与氢等离子体密度和能量提高引起的对金刚石表面的物理刻蚀作用有关; 另一方面则可能与温度升高引起的化学反应增强有关。
3.2 氢气气氛下电阻丝加热处理金刚石表面氢终止键合分析
为进一步考察微波氢等离子体处理金刚石表面形成氢终止的决定因素, 究竟是与等离子体能量和密度提高带来的物理刻蚀作用有关, 还是与温度引起的表面活化的化学反应相关, 采用在氢气气氛中电阻丝辐射加热处理金刚石表面后进行表面终止键合表征, 目的是排除等离子体密度和能量的干扰, 考察温度对金刚石表面C-H键浓度的影响。 500nm金刚石粉在氢气气氛中不同温度下加热1 h的漫反射红外光谱示于图4. 可以看到在高真空下900°C退火后金刚石表面C-H键对应特征峰均不明显,相应浓度较低, 同时C=O键也不明显, 表明金刚石表面的氢和氧终止基本脱附。17,18随后在500 °C氢气气氛下加热1 h, 其C-H键浓度明显增加, 直到800°C, 其C-H键浓度达到最高, 表明金刚石表面直接在氢气气氛下加热即可实现表面氢化, 且随着温度的升高, 氢终止浓度逐渐升高。
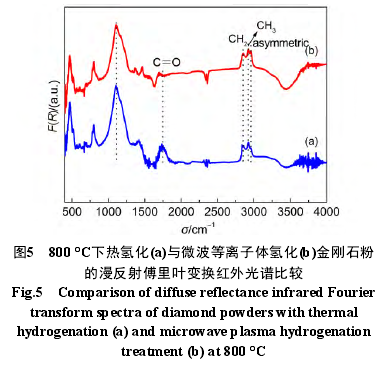
通过进一步对比在800 °C等离子体氢化30min和电阻丝加热氢化1 h的金刚石粉表面漫反射红外光谱, 如图5所示, 可以看到二者均形成了较高浓度的C-H键合。 对比结果表明在氢气气氛中加热,当温度达到一定值(500 °C)时, 金刚石表面即开始形成氢终止。 由此可以明确氢等离子体处理金刚石表面形成氢终止的驱动力主要来源于样品表面的温度。 相比于电阻丝加热氢化, 微波氢等离子体通过维持等离子体密度和能量实现金刚石表面氢化,一方面能够实现样品加热; 另一方面可能对金刚石表面产生刻蚀作用, 造成表面损伤, 应当尽量避免。

3.3 金刚石表面形成氢终止反应机制分析
以上分析结果证实氢等离子体处理金刚石形成氢终止主要源于样品温度控制的化学反应。 事实上, 金刚石表面经过酸洗后主要形成C=O键的构型, 经等离子体或加热氢化处理后, 表面氧终止向氢终止转变, 具体的反应过程可能有两种路径: (1)金刚石表面的C=O经氢原子或氢分子逐渐还原的过程, 如过程(2)所示首先被还原为醛基, 后和氢原子或氢分子反应成为羟基, 最后羟基与氢反应形成水, 表面则键合为C-H键; (2) 当金刚石表面温度达到一定值时, 表面C=O键首先分解反应生成CO和悬挂键, 不稳定的悬挂键随即与氢原子和氢分子连接形成氢终止。
通过图4观察可见, 随着氢化温度的升高对应于O-H键伸缩振动的3300–3700 cm–1的峰强度并没有增加, 同时并未观察到位于2700–2800 cm–1的醛基特征峰出现。 另外当温度低于500 °C时, 金刚石表面氢终止浓度变化不明显, 这均表明在氢化过程中并未发生如过程(2)的逐步还原过程。 类似的结果在微波氢等离子体处理过程中(图3)也可观察到。 进一步通过文献19报导的氧终止金刚石加热后的挥发物质可证实反应过程(3)的发生。 文献19指出, 随着温度的升高, 整个过程中只有较低温度下吸附水的挥发,未见反应产生的H2O, 至500 °C时, CO开始缓慢分解, 主要分解的区间在600–800 °C. 这一结果很好地证实了上述过程(3)即金刚石表面的氢化主要是通过加热过程的C=O键热分解形成CO和随后氢原子或氢分子占据金刚石表面的悬挂键所致。
4 结 论
利用光发射谱研究了微波氢等离子体处理金刚石表面时等离子体环境中活性基团, 然后采用漫反射傅里叶变换红外光谱法分析了经过微波氢等离子处理和氢气气氛下电阻丝加热处理后金刚石表面氢终止浓度的变化。 结果表明, 微波氢等离子体环境下, 通过调整微波功率与压力控制金刚石膜的温度, 随着温度增加至700 °C (800 W/3 kPa), 由于金刚石表面刻蚀作用使得等离子体中出现了CH基团; 相应地随着金刚石样品温度由500 °C增加至900°C, 金刚石表面氢浓度随之增加; 采用氢气气氛下电阻丝加热的方法同样在金刚石表面形成了氢终止, 表明微波等离子体处理金刚石表面形成氢终止主要源于由温度控制的表面化学反应, 而非等离子体的物理刻蚀作用。 氧终止金刚石表面形成氢终止的机制是表面C=O键在高于500 °C时分解为CO,相应的悬挂键由氢原子或氢分子占据。 氢气气氛下加热金刚石使其表面实现氢终止的方法可以为金刚石表面实现p型导电沟道提供一种思路, 同时使得惰性的金刚石表面实现活化, 进而为金刚石实现官能团修饰链接并进一步应用于生物医药领域开辟一种简便易行的方法。





