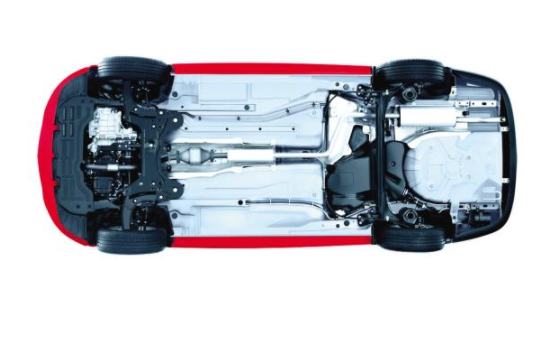
汽车底盘的作用是支承、安装汽车发动机及其各部件、总成,成形汽车的整体造型,并接受发动机的动力,使汽车产生运动,保证正常行驶。主要是由传动系、行驶系、转向系和制动系四部分组成。下面我们就为大家介绍几篇关于汽车底盘论文范文,供给大家阅读。
汽车底盘论文范文第一篇:浅析数控技术在汽车底盘生产中的应用
作者:杨垆昱
作者单位:黑龙江农业经济职业学院
摘要:目前,科技发展十分迅速,各个行业的生产技术也在不断更新,汽车行业也不例外。如今大部分家庭都拥有汽车,车辆生产的数量在不断提升。为了满足人们的用车需求,要加强技术的创新和完善。在汽车底盘生产的过程中,可以应用数控技术提升生产质效,同时降低成本的投入,为汽车生产效益的提升奠定基础,本文就此进行了相关的阐述和分析。
关键词:数控技术;汽车底盘;生产;
作者简介:杨垆昱(1983-),男,内蒙古扎赉特旗人,讲师,本科,研究方向为智能制造。;
0 引言
数控技术可以提升加工精度、生产效率、适应性和经济效益,目前已经在各个行业中广泛应用。该技术由精密的机械、自动控制系统组成,定位和重复定位的精度都比较高,机床传动系统和结构的刚度、热稳定性也比较高,所以在生产的过程中可以保障产品的精度和质量。在汽车底盘生产的过程中,可以采用数控技术,利用该技术提升汽车底盘的加工精度和效率,同时满足各类车型对底盘的需求,促进我国汽车行业的发展。
1 数控技术在汽车底盘生产中的应用发展
数控技术为制造行业带来了巨大的变革,制造业逐渐因为该技术成为工业化的象征。在数控技术不断完善和发展的今天,其应用领域在不断扩大,并且技术水平也在不断提升。目前来看,数控技术正在向机床高速化、智能化、五轴联动加工、新材料、新结构等方向发展。在机床方面,以汽车工业来说,轻合金材料的应用愈加广泛,行业对高速加工技术的需求在不断提升。高速加工既可以缩短工期,也能提升生产精度和质量,所以应用愈加广泛。机床高速化需要应用全新的数控系统、高速电主轴、伺服进给驱动,同时也要将结构进行轻量化的调整。要实现高速加工,不仅设备本身的速度要提升,机床、夹具、数控编程等多个方面都要随之更新和完善,通过高速化实现高效化,促进数控技术的发展。在汽车底盘生产中,数控技术的应用发挥了十分重要的作用。在汽车工业中,数控技术的应用比较广泛,且促进了行业的创新。早在20世纪80年代,为了实现产品变形生产,同时为更换品种提供便利,在汽车生产中引进了柔性生产技术。柔性自动线采用高速加工技术,创新了汽车大批量生产的技术和模式,带动了汽车生产行业的发展。进20年汽车工业不断发展,零部件加工技术也在不断完善,数控技术的应用愈加深入和广泛,为汽车零件的生产提供了技术支持。在生产的过程中,应用高速控机床,形成高柔性、高效率的一体化高速柔性生产线,满足产品创新生产的要求,同时提升生产精度和效率,可以进行多种类、小规模会中规模的高效率生产。
在汽车生产的过程中,汽车底盘是十分重要和基础的组成部分,是汽车总体造型的部分,可以承受发动机动力带来的压力,保障汽车运动的安全性和稳定性。由于不同车型的底盘配置不同,所以纵梁形状、尺寸、大小等方面也有所不同,所以在生产的过程中要采用不同的生产方式。在早期生产中,要进行大批量生产,需要专业的制造厂家利用大吨位压力机进行冲压,这种生产方式不仅投入成本较高,且从设计到生产需要较长的周期,通常超过半年,在新车型试制中的应用风险较高。中小车型试制只能利用摇臂钻床划线靠模,生产作业的效率较低,精度也不高,但需要消耗大量的劳动力。随着汽车产业的不断发展,市场竞争愈加激励,底盘生产技术需要随之创新[1].为了满足需求,出现了一种精度和效率都比较高的数控加工设备,即纵梁数控冲孔生产线。这是一种利用数控技术形成的生产线,具有自动化、柔性化、集成化的特点,采用数控技术、通信技术、启动控制技术等多种技术,可以进行远程监控、自动编程、精密制造,极大的提升了生产加工的精度和质量,满足了各类生产需求。到了20世纪90年代,引进了2条数控纵梁冲孔生产线,虽然生产技术还有待完善,但也在很大程度上促进了汽车行业的发展,为汽车底盘的生产提供了更多技术支持和经验参考。
2 汽车底盘总体设计规范
2.1 注意事项
在汽车底盘设计的过程中,需要注意多个事项:第一,要保障技术的先进性和生产的合理性,同时也要满足汽车使用的要求,根据整车设计方案进行部件设计,获取准确的参数作为设计参考依据;第二,要严格校核各个部件的布置情况,确保设计、布置的合理性;第三,详细计算汽车性能并准确把控,确保性能指标符合要求;第四,对整车与部件、部件与部件设计、使用和制造之间的矛盾进行合理的处理,保障产品质量与要求相符,坚持好用、好修、好看等设计原则。
2.2 一般步骤
在汽车底盘设计生产的过程中,要明确设计生产的具体步骤,通常包括以下几个方面:第一,做好资料的收集整理,对整车情况进行分析和设想。首先要明确开发车型和具体的用途,以此为基础确定经济技术要求、生产方式和纲领、车型应用环境几项内容,根据道路条件对国内外同类车型的技术情况、车型配套的各大总成生产产能更佳的产品性能、价格、质量等方面进行分析[2].此外,要掌握相关的生产标准、技术规范和法律规范。整理好各项信息资料,初步确定整车方案;第二,对设计任务书进行编制。对总体设计方案进行讨论,然后确定汽车的主要参数,明确各个总成的位置,然后编制具体的设计任务书;第三,批准任务书之后,记性总体布置,包括计算、校核等多个方面,详细掌握各项参数,然后将联系单下发给各个部门;第四,对总成关系进行协调,绘制准确的布置图,确保各个总成之间不会出现相互干涉的情况;第五,做好试制、试验、修改、定型等工作。在完成设计之后,设计人员应该开展试制、试验等工作,确认设计中是否存在问题,对车辆整体质量进行测定,同时也要对满载质量、轴荷分配进行试验确定,如果出现问题要及时进行修改和调整。
3 数控技术在汽车底盘生产中的应用
3.1 纵梁数控冲孔生产线
纵梁数控冲孔生产线具有柔性化、自动化的特点,可以提升汽车制造生产的质效,由多项技术集成,包括数控技术、光电技术、气动控制技术等等。随着汽车行业的发展,汽车工业市场的竞争愈加激烈,汽车生产技术随之创新和改进,纵梁数控冲孔生产线的应用愈加广泛。在汽车底盘纵梁生产的过程中,采用数控柔性化技术,首先要做好准备工作,也就是计算机自动编程,然后加工程序输入控制系统,将台车载料后准备就位,通过电磁吸盘进行纵梁自动上料,对工件进行自动定位,使用夹钳夹料,对工件端部进行定位,利用精密齿轮齿条伺服驱动将板料送进X轴定位,然后对主机Y轴进行定位。采用过滤式冲孔,纵梁到下料位置,然后利用吸盘进行自动下料,废料会自动输出。采用自动编程软件系统,主要以TEKSOFT公司开发的PROCAM软件为基础,通过二次开发使程序系统可以与汽车纵梁平板数控冲孔机的需求相匹配[3].其具有无加工死区的特点,采用过滤冲压模式,板料不需要进行方向变换,只要向上送进即可。可以对AUTOCAD软件中的图形进行直接调用,或者利用其他CAD软件进行图形制作,格式为DXF或IGES.可以根据公差范围进行自动加工。在数控系统方面,可以采用西门子数字控制技术,其具有丰富的功能和各种工具,开发性能加高,集成度也比较高。采用高级语言编程的程序编辑器,编辑个性化、简洁化的程序。具有十分强大的通讯功能,也可以与计算机进行网络连接,从而实现远程诊断和通讯。对数字解决方案进行优化,缩短系统的调整时间。轮廓冲突检测具有先进性,丝杠螺距误差补偿、测量系统无偿补偿等功能比较完整。系统可以进行中文和英文的切换,便于用户的操作和使用。在液压系统方面,采用德国哈雷液压系统,其具有高效、低热、低能耗等特点。系统的油冷却方式为水冷方式,效果较好。该系统不仅可以根据警报对滤芯进行更换,也具有基本维护的功能作用。液压站设置油位监测报警、自动水冷装置、油温检测装置等装置,确保系统整体的功能性和安全性。
3.2 焊接机器人
目前,不仅计算机技术发展迅速,电子技术、数控技术、机器人技术都在不断完善和发展。在汽车底盘生产加工的过程中,可以采用焊接机器人,以此提升焊接的质量、精度和生产效率,同时也减少人工成本的投入,可以在恶劣环境中使用机器人,避免环境对人体造成的伤害,不仅降低了技术要求,同时也缩短了生产周期和成本,有助于产品效益的提升。焊接机器人由两部分组成,一部分是机器人,另一部分是焊接设备,采用控制柜对机器人进行控制。焊接设备普遍采用弧焊、点焊等工艺设备。主要组成部分包括焊接电源、焊枪、送丝机等等。智能机器人会安装传感系统,包括设想传感器、控制装置等等。在汽车底盘生产的过程中,可以用焊接机器人,汽车中很多部位都需要采用焊接技术,包括座椅骨架、导轨、消声器等等,汽车底盘中的应用尤为普遍。以丰田汽车公司为例,采用点焊作为主要焊接技术,应用点焊机器人进行焊接生产[4].该技术提升了生产效率和焊接质量,可以在一定程度上替代弧焊。该公司推出了一种全新的点焊机器人,高度较低,可以在车体下部零件的焊接中应用。该机器人可以与高度较大的机器人进行组装,同时进行车体的焊接加工,使焊接生产线明显缩短。天津博信生产的SUV、皮卡等车型的悬架、减震器、副车架等底盘零件普遍都采用MIG焊接工艺,汽车底盘中的主要构件则采用冲压焊接的方式,板厚普遍在1.5-4mm之间,采用搭接、角接接头等焊接方式,对质量有较高的要求。
3.3 加工中心
在数控技术发展应用的过程中,加工中心的应用愈加广泛,其既可以提升零件的加工精度,也可以保障产品的一致性。可以对工装、刀具进行控制,在一条生产线中实现不同品种产品的生产,具有柔性化的特点,满足高效、低成本的生产要求。目前,在各种类型的汽车底盘生产中广泛应用。在生产的过程中,首先要明确产品产量,然后确定用户需求,以此为基础进行合理的技工中心生产线布置,可以采用串联式、并联式或混合式。目前,混合式在汽车底盘加工中的应用最为广泛,可以促进生产效率的大幅度提升。根据产量需求进行工程分步,对设备进行逐步扩展。如果需要变更生产品种,不需要进行大规模的调整或者对设备进行更新,其可以满足各类需求。该生产线的切削速度和进给速度较高,且换刀时间比较短,所以生产效率总体较高。
4 结语
综上所述,随着数控技术的广泛应用,制造行业发生了巨大的变化。在汽车底盘生产中,可以应用数控基础提升生产的精度和效率,并且保障底盘生产的质量,降低生产成本的投入,促进车辆整体生产效益的提升,带动行业的发展和进步。
参考文献
[1]高洪波浅谈数控技术在汽车底盘生产中的应用[J] .中国西部,2017(009):97.
[2]徐峰。浅谈数控技术在自动化机械制造中的运用[J]汽车世界, 2020(003):1.
[3]韩为俊。浅谈数控技术在自动化车辆机械制造业中的应用[J].汽车与驾驶维修(维修版) , 2017(10):129.
[4]李曦数控技术在机械制造中的应用[J].汽车世界,2019(023):1.
文献来源:杨垆昱。浅析数控技术在汽车底盘生产中的应用[J].内燃机与配件,2021(10):84-85.
汽车底盘论文范文第二篇:关于汽车底盘电控系统集成控制策略
作者:王鹏
作者单位:郑州信息工程职业学院
摘 要:为解决汽车底盘电控系统集成控制问题,本文在介绍汽车底盘各子系统运行可能产生的冲突基础上,提出集成控制策略与俯仰角与动位移的控制方法,以期为相关人员提供参考,使各子系统都能正常动作,充分发挥各自作用功能。
关键词:汽车底盘;电控系统;集成控制;
作者简介:王鹏(1990-),男,河南睢县人,本科,初级职称,研究方向为汽车检测与维修。;
0 引言
汽车底盘集成了很多电控系统,包括ABS系统、ESP系统与ASS系统,如何对这些子系统进行集成控制,避免不同子系统运行过程中产生相互干扰和影响,需研究并提出一套合理可行的集成控制策略。
1 子系统冲突
1.1 动作耦合与影响
汽车正常行驶状态下,ABS系统与ESP系统均不动作,只有ASS系统动作,对车辆平顺性进行调节。由于只有一个系统动作,所以各子系统之间无耦合与影响。而汽车在直线制动状态下,ABS系统与ASS系统动作;汽车在转弯状态下,ESP系统与ASS系统动作;汽车在转弯减速或制动状态下,ESP系统、ASS系统与ABS系统均动作。主要有两个及以上子系统同时动作,则就会存在相互耦合与影响。由于曲线制动包含了直线制动与转弯两种工况,所以以下分析这种工况条件下的系统耦合及影响[1].
汽车行驶时,ASS系统始终处在工作状态,通过悬架调节使车辆保持平顺;若驾驶员为转向盘作出一定转角,则ESP系统自动调节转向力,使车辆开始曲线行驶,使车辆横摆,系统检测到衡摆值后,对横摆动作予以控制。ASS系统的主要作用在于改变侧倾刚度,进而影响到质心侧偏角及横摆角速度。此时如果前方存在障碍需要立即制动,则ABS系统开始动作,控制车辆的制动。在ABS系统启动后,会使车辆产生一定俯仰,对前后悬架系统的悬架力分配造成影响,进而影响到悬架系统振动状态,使悬架系统的振动加速度及挠度都发生变化。而ASS系统动作后,由于对悬架系统的振动加速度与动挠度进行调节会使车轮产生上下跳动,所以会使车辆接地性能发生变化,进而引起车辆动载荷改变。对于车辆动载荷,它是对制动力起决定作用的因素[2].ABS系统主要功能为对滑移率进行调节,最大限度利用制动力,避免车轮抱死。ABS系统启动后,由于不同车轮制动力矩存在差别,所以可能会使车辆出现附加横摆,此时ESP系统通过控制质心侧偏角与横摆力矩为制动横摆的控制提供辅助,使车辆处在稳定状态。ESP系统动作时,可能会使车轮发生抱死,但ABS系统的介入却能避免车轮抱死。各子系统动作时的相互耦合及影响见图1.
1.2 控制执行器干涉
ASS系统通过对簧载和非簧载质量之间存在的做动力调节使车辆保持平顺。ABS系统通过对制动力调节系统完成制动力矩的增加、保持或减小,对制动器的动作进行控制,避免车轮抱死。ESP系统以制动器为主要执行机构,通过对制动力的适当调节使车轮适当制动,进而实现对横摆力矩及质心侧偏角的有效控制,避免车辆失控。汽车的ABS系统与ESP系统都以制动器为主要执行机构,但这两个子系统的输入信息及控制目标要求完全不同,这就会使这两个子系统存在一定矛盾。如果矛盾出现,将在接线情况下导致车辆性能失控,严重时将由于子系统相互影响,导致车辆失稳,产生交通事故[3].
图1 各子系统动作时的相互耦合及影响

1.3 系统冗余分析
如果各子系统之间只是单纯的组合运用,分别独立控制,则ABS系统与ESP系统都要读取车速信号,而ABS系统与ESP系统都要通过自身制动控制系统为制动器传输制动信号,这样就会引起传感器与线束冗余[4].
2 集成控制策略
2.1 集成控制结构
根据分布式集成控制相关理论,建立不同子系统之间的协调机制,通过协调减小不同子系统相互影响,避免冲突和矛盾的发生,进而保证车辆行驶性能对集成控制而言,是核心所在。本次提出如图2所示的集成控制结构。
图2 集成控制结构
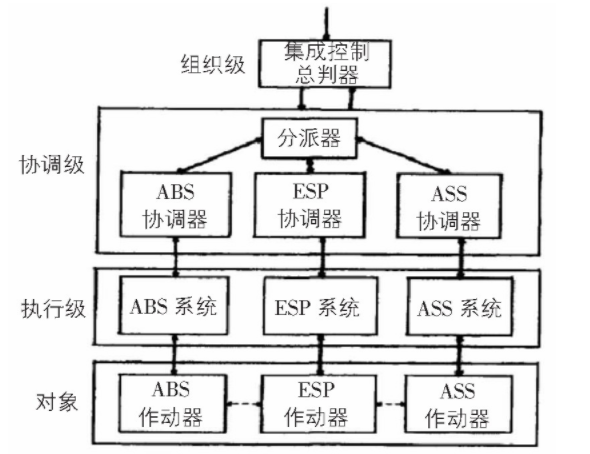
从图2可以看出,对象层级由ESP系统、ASS系统和ABS系统的作动器组成,与各子系统的执行机构相对应;执行层级由ESP系统、ASS系统和ABS系统的电控系统组成,与各子系统的独立控制策略相对应;协调级用于信息传递,为总判器提供各子系统实际控制状态,总判器根据报告的各子系统状态完成裁决之后,通过分派器分派至不同子系统的协调器,最终通过协调器使各子系统分别执行经裁决以后的控制,以此重复循环[5].
2.2 总判器的判决机制
建立判决机制的主要目的为对各子系统之间的冲突和矛盾进行调节,确保汽车行驶性能始终处在最佳。
在汽车正常行驶过程中,ASS系统单独动作,使车辆保持平顺,此时需确保该子系统调控参数都处于理想值的附近,包括悬架系统动挠度与垂向加速度[6].
在汽车直线制动过程中,ABS系统与ASS系统一同动作,保证车辆安全,要在避免车轮抱死的同时,确保滑移率处于最优值的附近,为尽可能减小ABS系统启动后导致的车身俯仰,以免对前后悬架系统的悬架力分配造成太大影响,还需要对俯仰角进行控制,使其达到最小。另外,为避免由于车轮的动荷载降低使地面制动力减小,还要对动位移进行控制,使其处在允许的范围内,使车辆良好接地[7].
在汽车转弯行驶过程中,ESP系统与ASS系统一同动作,确保车辆处在稳定状态。此时要使横摆角速度与质心侧偏角均处于理想范围之内。为了使车辆转弯行驶过程中不会由于ESP系统控制使车轮被抱死,ABS系统也应介入调控。为避免车轮上下跳动导致ABS系统动作受到影响,需要对动位移进行控制,使其处在允许范围之内,保证车辆有良好接地性。
在汽车转弯制动过程中,ESP系统、ASS系统和ABS系统一同动作,保证车辆行驶安全与稳定。首先要确保横摆角速度与质心侧偏角都处在允许范围之内,其次则要防止车轮抱死,使滑移率处于最优值的附近。另外,还要减小ABS系统启动后导致的车身俯仰及动位移,因此还要对俯仰角及动位移进行控制。
根据以上目标,将判决规则确定如下:
(1)当汽车转向盘的转角为0,且制动踏板力也为0时,汽车正常行驶,ASS系统动作,ESP系统与ABS系统不动作,将悬架系统的动挠度及振动加速度控制作为主要目标。
(2)当汽车转向盘的转角为0,但制动踏板力不为0时,汽车处在直线制动的状态,ABS系统与ASS系统动作,ESP系统不动作,此时要有控制器对俯仰角及动位移产生的变化进行监控,将滑移率的控制作为主要目标,并确保俯仰角与动位置均处在允许范围之内。
(3)当汽车转向盘的转角不为0,但制动踏板力为0时,汽车处在转弯的状态,ESP系统与ASS系统动作,ABS系统不动作,将质心侧偏角与横摆角速度控制作为主要目标,并应防止车轮抱死,使动位移处于允许范围之内。
(4)当汽车转向盘的转角不为0,且制动踏板力也不为0时,汽车处在转弯+制动的状态,ESP系统、ASS系统与ABS系统均动作,需将滑移率、横摆角速度与质心侧偏角三者的控制作为主要目标,并确保俯仰角与动位移均处于允许的范围之内。
2.3 优先级设置
为避免ABS系统和ESP系统一同动作时导致执行器干涉,遵循安全性大于一切的基本原则,将系统的优先级确定为:优先防止车轮被抱死,然后对质心侧偏角与横摆角速度进行控制[8].
2.4 冗余降解
为防止系统冗余,可采用CAN总线实现通讯,车辆的各类实时信息都通过传感器传输至CAN,然后各控制系统都在CAN中获得控制参数,同时将控制指令传输至CAN,最后通过CAN为机械执行机构发送控制指令。
3 俯仰角与动位移的控制
如果车辆产生俯仰,则可通过对前后悬架系统垂向力的调节来控制,同样,动位移也可以通过对悬架系统垂向力的调节来控制。
控制俯仰时,如果车身处于俯的状态,则悬架系统的作动力会由于受到路面激励因素持续相应而产生正负变化,此时应使左前与右前方悬架系统向上的作动力增大,向下的作动力则减小;左后与右后方悬架系统向上的作动力减小,向下的作动力则增大。如果车身处于仰的状态,此时应使左前与右前方悬架系统向上的作动力减小,向下的作动力则增大;左后与右后方悬架系统向上的作动力增大,向下的作动力则减小。增大或减小的比例需要根据俯仰程度确定。
控制动位移时,为避免车辆产生太大的跳动,当动位移处于允许范围内时,ASS系统的悬架作动力保持不变;而如果动位移增大,则要以动位移的方向为依据,若正向偏大,应使悬架系统向下的作动力增大,向上的作动力应减小;若负向偏大,应使悬架系统向下的作动力减小,向上的作动力应增大。同样,增大或减小的比例需要根据动位移偏离程度确定。
4 结语
综上所述,根据不同子系统动作时存在的耦合及影响,理清不同子系统之间存在矛盾的影响因素,然后结合分布式集成控制相关理论,建立一个完善的集成控制结构。并以此为基础明确集成控制的总判规则,同时按照具体的控制要求,提出最终的集成控制策略。
参考文献
[1]曲植汽车底盘制动系统的结构组成和主要故障诊断的分析[J]时代汽车,2021,10(03):174-175.
[2]陈普照电子诊断在现代汽车维修新技术中的实践探析[J].时代汽车, 2021,11(01):135-136,154.
[3]马波。汽车维修新技术的应用研究--以电子诊断技术为例[J]内燃机与配件,2020,10(23)。151-152,11.
[4]杨鑫计算机检测控制技术在汽车电子控制系统中的应用[J].时代汽车, 2020,12(24)-19-20.154.
[5]陆润明,廖抒华,覃紫莹 ,赵国灰基于Kriging模型的某SUV底盘气动性能分析与优化[J].机床与液压, 2020,48(22):134-139.
[6]徐景越汽车电控技术枝持下分析现代汽车维修的策略[J]农机使用与维修, 2020,10(11):82-83.
[7]焦连岷汽车运用与维修领域1+X证书制度之人才培养方案落地实施策略[J]汽车维护与修理, 2020,10(08):44-47.
[8]俞珊湖,楼乔卡,傅雪芹。关于汽车底盘电控技术现状与发展的研究[J]科技与创新, 2017,12(05):61.
文献来源:王鹏。关于汽车底盘电控系统集成控制策略[J].内燃机与配件,2021(10):223-224.





