摘 要: 阐述了汽车覆盖件修边毛刺产生的原因和具体解决方案,以材料成形、材料力学、冲压工艺工程等原理为基础,通过归纳总结实际生产中出现的汽车覆盖件修边毛刺问题,制定出汽车覆盖件修边毛刺在工艺设计、结构设计、数控加工、钳工装配4个方面的解决方案,有效提高了模具企业的生产效率,提升了产品质量。
关键词: 模具; 汽车覆盖件; 修边毛刺; 改善方案; 冲压;
Abstract: The cause and solutions for trimming burr of automobile cover panel were described. Based on the theory of material forming, mechanics of materials and stamping process engineering, the trimming burr problem in actual production was summarized. A solution applied in the four aspects of process design, structure design, numerical machining and fitter assembly, which improved parts quality.
Keyword: die; automobile cover panel; trimming burr; improved scheme; stamping;
0、 引言
汽车覆盖件修边毛刺问题是所有模具企业面临的疑难问题,国外一些先进模具企业的覆盖件修边毛刺一次通过率在90%左右,而国内大部分企业一次通过率仅约60%~70%,由此造成的返工返修不仅降低了模具生产效率,还提高了制造成本,降低了企业的竞争力。由于当前开发技术、加工精度及生产成本等因素,30%以上的车身钣金件冲压缺陷是由修边模造成的,修边毛刺则是缺陷中最常见的问题。
1、 修边毛刺产生的原因分析
在冲压过程中,产品修边时产生不同程度的毛刺是不可避免的。毛刺产生的主要原因有:1模具凸、凹模之间的间隙不良;2模具凸、凹模刃口磨损或其他原因变钝。
2、 改善修边毛刺的解决方案
1副模具的制造包括工艺设计、结构设计、数控加工和钳工装配等步骤,为改善冲压件毛刺多、毛刺难除等问题,提高产品一次通过率,以下将从上述4个方面进行改善。
2.1、 工艺设计的改善
(1)冲压件修边工序的修边线由Autoform软件反算出来,整体修边线在公差范围内,但局部位置存在微观不平的锯齿形状,波峰与波谷的高度差约0.2 mm,加工误差大,如图1所示。钳工在调整刃口间隙时很容易把波峰抛掉造成局部间隙过大,此外,在修边线转角处曲线不规则有尖角是造成后期转角毛刺的主要原因之一。
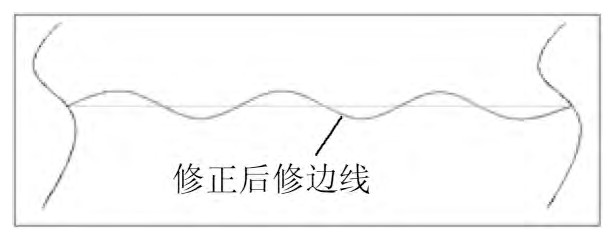
解决方案:修边线经CAE软件计算完成后,结合冲压件特征形状及转角处圆角进行手工修正,以保证冲压件圆滑过渡。将锯齿形状的刃口改为圆弧形状,钳工调整刃口间隙时顺着圆弧形状进行研修,减少因尖角研修而出现间隙过大的问题,如图2所示。转角处尽量保证是圆弧曲线,圆角要在R3mm以上,改善加工性能,避免转角处出现尖角。
图1 修边线
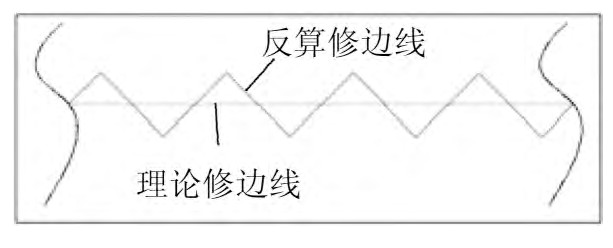
图2 修正后修边线
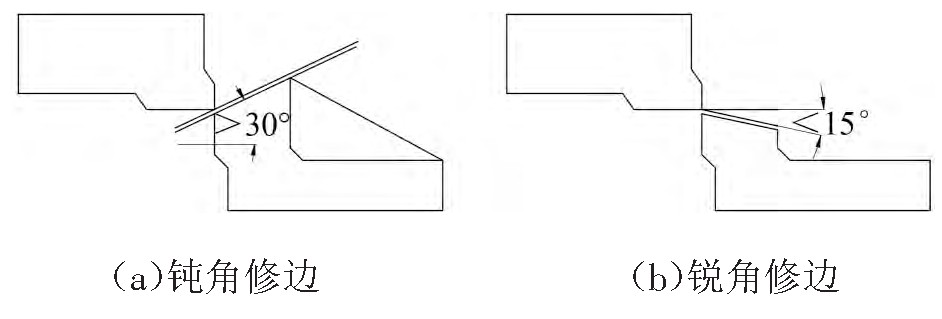
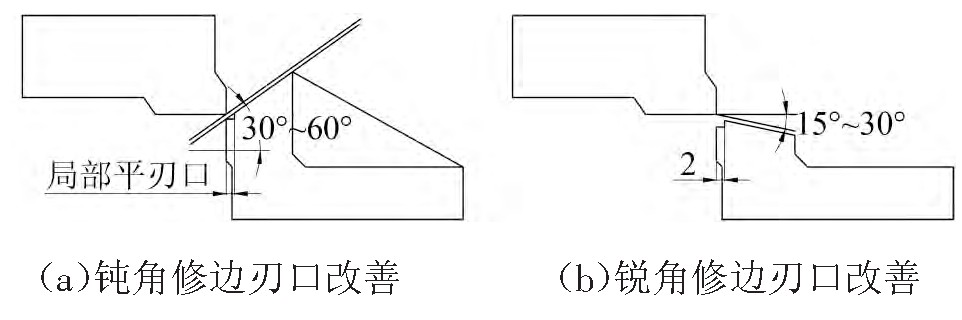
(2)修边冲裁角度也是影响修边毛刺的重要因素,工艺设计时由于零件工艺性差,钝角切边大于30°(见图3(a))或锐角切边小于15°(见图3(b))都会造成修边毛刺。
图3 修边示意图
改善方案:钝角修边时,在钝角刃口作出局部平台,如图4(a)所示,一般为3倍料厚,但不超过5mm,间隙趋于0;锐角刃口要考虑在锐角刃口处设置厚度为2 mm的宽平台,如图4(b)所示,间隙取常规即可。
图4 修边刃口改善
2.2、 结构设计的改善
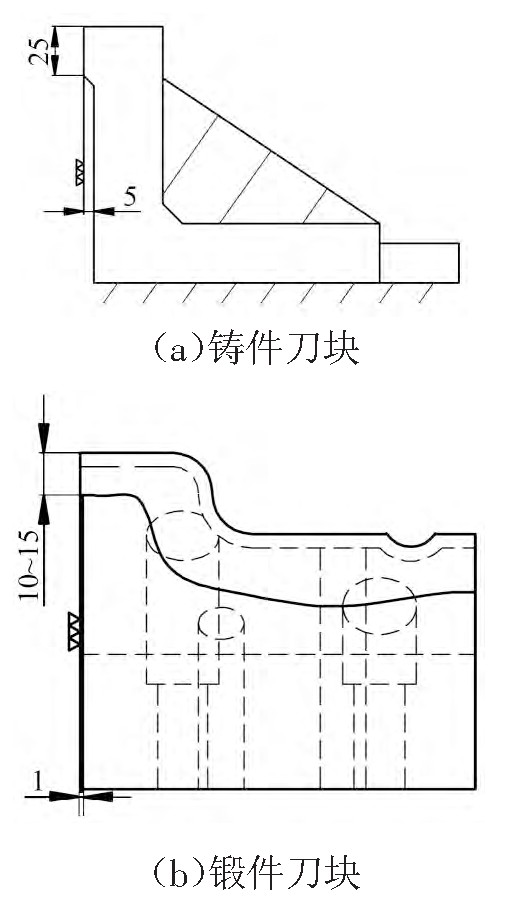
(1)模具结构设计时,如果凸、凹模韧带过长,会给数控加工和调整刃口间隙造成困难,如图5所示。韧带过长,导致凸、凹模刃口垂直度误差大,如图6所示。模具工作时,上模刃口与下模刃口间隙会磨损较快,从而使钣金件毛刺变大。
改善方案:凸、凹模韧带长度按图7所示设计,铸件刀块韧带长度为25 mm(见图7(a)),锻件刀块韧带长度为10~15 mm(见图7(b))。
图5 凸、凹模韧带过长

图6 凸、凹刃口不垂直

图7 修边刀块韧带设计规范
(2)若冲压件修边时存在侧向力,没有采取合理抵消侧向力的措施,也是造成钣金件毛刺变大的重要因素[2]。
改善方案:为平衡冲压件修边时的侧向力,凸模设计反侧向力结构,如图8所示,凸模切边一侧切入量为7 mm,反侧向力一侧切入量为17 mm,反侧向力一侧提前切入10 mm,起到抵消侧向力的作用。
(3)修边刀块的尺寸大小对冲压件毛刺的产生也有较大的影响,若凸、凹模刀块宽与高的比例太小,那么刀块的紧固性和稳定性都很差,修边时刀块刃口磨损较快,凸、凹模间隙会逐渐变大,加快毛刺的产生。
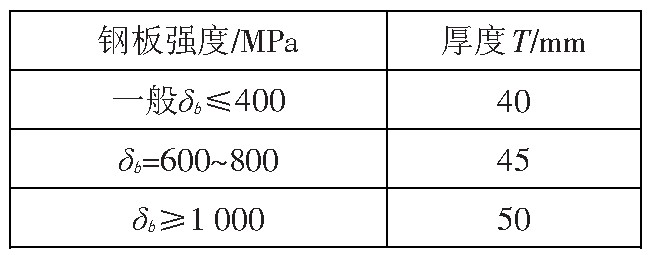
改善方案:模具凸、凹模切边刀块分为锻件刀块和铸件刀块2种结构。锻件刀块尺寸设计,其中:刀块高度A:50 mm≤A≤200 mm;刀块宽度B:B≥(1.2~1.5)A。铸件刀块尺寸设计,其加强筋设计,其中:a≤200 mm;40 mm≤b≤60 mm。刀块刃口部分厚度T如表1所示。
表1 铸件刀块刃口厚度设计规范
2.3、 数控加工的改善
修边凸、凹模刃口间隙过大或过小、刃口避让加工不良、角部清角不良,都会使冲压件产生毛刺。
数控加工时,凸、凹模刃口轮廓清角不良,加大了钳工研配的工作量,还容易产生毛刺,数控加工刃口轮廓不良,凸、凹模刃口轮廓凹凸不平[1],。
改善方案:1精加工完成后,增加检测点数,数控编程检测;2检测时使用高精度百分表,保证检测数据的精度;3刃口避让采用专用刀具进行加工,保证满足设计要求。
数控加工修边刀刃口,其加工精度和清角精度都达到了预期效果,减轻了钳工的工作量和降低了毛刺出现的几率。
2.4、 钳工装配改善
钳工装配过程中导致制件产生毛刺的原因主要有:
(1)修边刀块调整间隙时,间隙过大,刀块刃口补焊,需重新加工和调整。
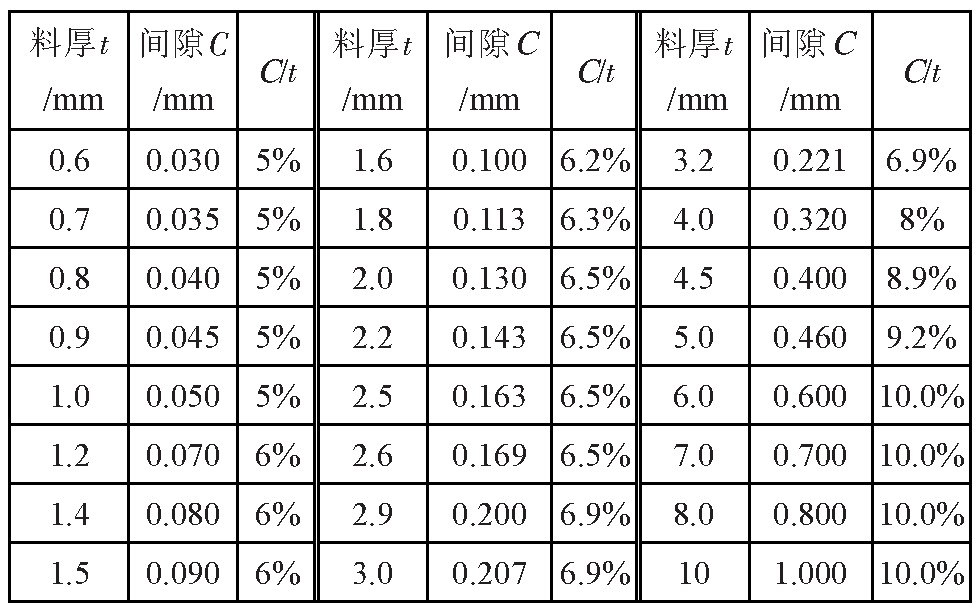
改善方案:明确冲压不同料厚的凸、凹模刃口间隙,制定明确的调整间隙作业规范和作业指导书。间隙选取原则:落料尺寸取决于凹模尺寸(基准侧);冲孔尺寸取决于凸模尺寸(基准侧)。凸、凹模刃口间隙的选取如表2所示。
对于立切修边,刀块刃口线与斜面上的最大斜线平行,允许最小θ角可参照表3选取,冲裁间隙按常规(表2)选用;若立切角度θ不满足要求,需改进凹模刃口结构,并取小间隙冲裁;对于接近90°立切,冲裁间隙趋于0。
表2 冲压不同料厚的凸、凹模刃口间隙值
(2)刀块刃口不垂直,反复冲压或更换机床后,刀块刃口磨损过快,凸、凹模间隙变大导致冲压件产生毛刺。刀块刃口不垂直的原因主要有:1数控加工刀块刃口垂直不良;2加工前,刀块安装时安装面有异物,会导致刃口加工不垂直。图16所示为刀块垂直度不好,凸、凹模间隙调节过小,导致刀块刃口间隙不均匀,通过红丹验证可见红丹分布不均。
改善方案:制定刀块刃口垂直的技术要求和作业规范,加强钳工的作业技能的培训。刀块安装前仔细检查是否有异物,镶件及镶件螺钉孔是否有毛刺并及时清理。
(3)定位销配合不良。拆装后刀块不能良好定位,导致刃口间隙不均,冲压件产生毛刺。
改善方案:制定销钉孔的技术要求和作业规范,对于锻件刀块需嵌销钉软套,以便刀块整体淬火后加工销钉孔。
(4)刀块刃口淬火硬度不够,反复冲压导致冲压件产生毛刺。
改善方案:对于铸钢刀块一般选择火焰淬火(只淬火刃口部分),刃口硬度为58~62 HRC,锻钢类刀块整体淬火,刃口硬度为58~62 HRC。为保证刀块淬火的均匀性和淬火后的硬度,铸钢类刀块的长度一般不超过350 mm,锻钢类刀块长度一般不超过300 mm。
在工艺、设计、加工、钳工装配、热处理等一系列改良的基础上制造的修边模刃口相对合理,满足汽车覆盖件的冲压成形,最终得到没有毛刺的合格冲压件。
3、 结束语
上述解决方案已应用在实践中,汽车覆盖件的修边毛刺一次通过率提高了20%,模具企业的生产效率明显提高,产品质量明显提升,大大降低了模具生产制造的成本,有效提高模具企业的市场竞争力。
参考文献:
[1]胡平.汽车覆盖件模具设计[M].北京:机械工业出版社,2012:20-35.
[2]马朝兴.冲压模具设计手册[M].北京:化学工业出版社,2009:50-78.
[3]高锦张,陈文琳.塑性成形工艺设计与模具设计[M].北京:机械工业出版社,2001:32-45.
[4]陈盛高,骆小红.汽车覆盖件模具设计制造基本规范[J].模具工业,2004,30(2):30-34.
[5]高显宏.汽车覆盖件冲压工艺过程图的绘制要点[J].模具工业,2011,37(6):30-34.





