摘 要: 针对解决多铰接低地板转向架侧梁生产阶段中遇到曲面焊缝使用手工焊导致的返修量大和重复打磨补焊的问题, 研究如何使用机械手在自动化焊接中焊出合格的曲面焊缝, 通过使用机械手直接焊接出曲面焊缝的方法来避免焊接缺陷产生, 以达到减少返修和打磨接头的目的。首先, 对曲面焊缝的焊接难点进行分析, 经过多次模拟和试焊接, 尝试新的焊接位置、新的焊接工艺参数和新的焊枪倾角, 最终将焊缝合格率保证在95%以上, 避免了焊缝应力集中导致的疲劳断裂和由于反复修磨补焊造成的韧性降低, 并且为其他项目的转向架自动化焊接曲面焊缝提供了借鉴和参考价值。
关键词: 焊接机器人; 曲面焊缝; 焊接位置; 焊接参数;

0、前言
对于轨道车辆转向架构架而言, 众所周知侧梁组成中最重要焊缝要数侧梁上下盖板与侧梁立板的4条连接焊缝, 这4条焊缝的焊接质量等级要求高, 需进行100%的磁粉和超声波探伤。多铰接低地板项目侧梁长焊缝区别于以往其他侧梁长焊缝 (立板与上下盖板的连接焊缝) , 不同点在于焊缝不是长直的, 而是曲面焊缝。多铰接100%低地板转向架项目中, 要求侧梁长焊缝的焊缝质量为CP C1, 焊缝检测等级为CT2的要求, 进行100%的磁粉和超声波探伤。
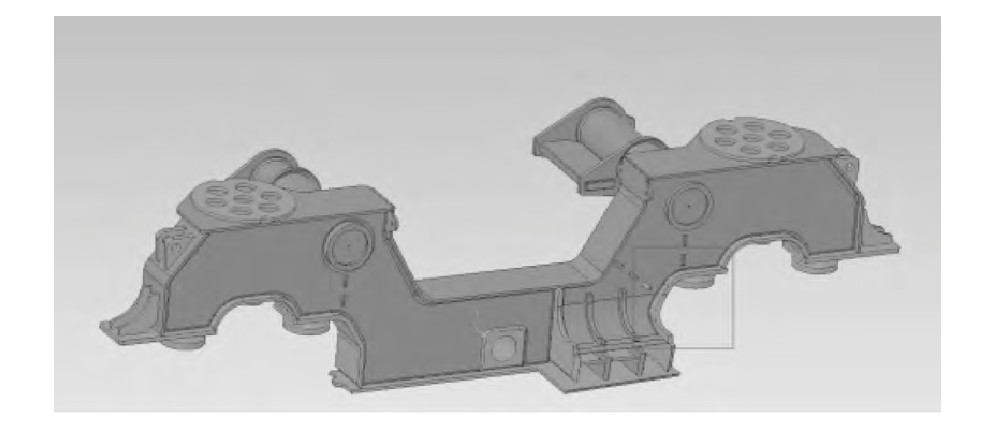
如图1所示, 多铰接侧梁组成的曲面焊缝在实际操作中是无法采用手工焊焊接完成, 原因有两个:第一, 如果进行连续不熄弧进行焊接, 则无法保证焊接位置;第二, 手工焊在保证焊接位置的前提下焊接完成, 则有至少2个以上的焊接接头, 极易产生焊接缺陷, 大量的焊接返修会造成焊接部位应力集中, 构架受力后易产生裂纹隐患。这无疑增加了打磨工序, 从而增加了产品生产周期, 严重影响生产的进度, 制约了产能的提高;并且过度打磨还会造成热输入的增加, 热影响区扩大, 组织晶粒粗化, 接头强度、韧性降低, 对转向架的整体性能有一定影响, 容易形成行车的安全隐患。因此按照本文的操作方法, 即使采用焊接机械手对曲面焊缝进行焊接, 不仅减少了焊接缺陷的产生, 而且减少了焊后的返修打磨量。
图1 侧梁组成曲面焊缝结构示意图
1、 焊接难点分析
通过对多铰接侧梁组成的曲面焊缝部位进行观察, 侧梁的长焊缝形式为12HV+a6, 坡口角度为50°, 要求进行5层5道焊接, 焊缝质量等级为CP C1, 焊后进行100%磁粉和超声波探伤。此处焊缝自动化焊接难点分析为:
(1) 难点1:焊缝曲面的特征点较难拾取, 曲面焊缝和U形拐角焊缝较容易产生焊接缺陷。
(2) 难点2:填充量巨大, 坡口形式为12HV+a6。焊缝熔池大, 无疑此焊缝的填充量是十分巨大且结晶需要一定的时间。这样一来对焊接速度和焊接工艺参数的要求严格, 如果焊接速度过快, 且焊接电流过大则会造成咬边;反之, 如果焊接速度过慢则会造成余高过高, 打磨量过大。
2、 解决过程
2.1、 焊接位置的改变
焊接位置是影响焊缝成形的另外一个重要因素。结合工件的特点首先将工件转到船形位置, 再调整外部轴使工件沿焊缝方向随着焊接位置的需要而旋转。目的是使熔池在重力影响下尽可能快地向焊接方向流动, 避免由于熔池的滞后结晶造成焊缝余高过大。
焊接机械手最大的优势之一就是通过变位机能够将被焊工件摆放到最为理想的焊接位置, 合理地应用变位机与机械手同步协调的特性, 能够将复杂、立体的焊缝简单化。如图2所示, 在机械手对转向架侧梁组成的曲面焊缝等复杂轨迹焊缝进行焊接时, 均采用外部轴与机器人联动形式达到了焊接的最佳位置。
图2 焊接位置现场图片

2.2 焊枪倾角的调整
在焊接过程中, 焊枪倾角是对焊缝成形影响的一个重要因素。保护气体会将电弧吹向焊枪倾斜方向的反方向, 同时将熔池向焊枪倾斜方向的反方向吹。通过大量试焊, 结合焊接位置决定调整焊枪的工作角和行走角的角度。这样的工作角和行走角既可以有效利用保护气体向熔池前方吹的原理, 避免熔出金属液体还没有向前流动就冷却形成了焊缝余高, 又避免了熔池过快向前流动, 造成焊缝咬边或未填满等缺陷的产生。
3、 结论
本文介绍了焊接机器人在生产过程中, 焊接曲面焊缝的一些操作使用心得, 期望为其他焊接机器人的编程起到抛砖引玉的效果。结论如下:
(1) 复杂焊接位置焊缝的编程合理利用机械手自带的外部轴、变位机联动等方式, 使焊接机器人手臂达到最佳的焊接位置。
(2) 合理选择机器人的焊接方向熔池在重力影响下尽可能快地向焊接方向流动, 避免由于熔池的滞后结晶造成的焊缝余高过大。
参考文献:
[1]李景旺.浅谈焊接机器人[J].城市建设理论研究:电子版, 2013 (20) .
[2]刘大胜.焊接机器人的现状与发展[J].科技成果纵横, 2001 (5) :42-43.





