摘要:文中针对材质为N08020涉酸管线的焊接质量监督过程中, 焊工资质与焊评中存在的不相符问题进行了分析, 明确了具备何种资质的焊工才能够对N08020材质进行施焊。
关键词:N08020; NS143; 焊接评定; 焊工资质;
Abstract:Aiming at the problems existed about discrepancy of welder qualification and welding qualification during welding quality supervision of acid pipeline of N08020 material, determined the qualification of the welder to be allowed to weld N08020 material.
Keyword:N08020; NS143; welding qualification; welder qualification;

在某炼油厂烷基化装置中, 对焊工资质进行监督抽查时, 发现报验的欲焊接N08020材料的焊工, 其特种作业人员证书中焊接资质为"GTAW-FeⅡ-6G-3/114-Fefs-02/11/12和SMAW-FeⅡ-6G-4/114-Fef3J;GTAW-FeⅣ-6G-2/62-Fefs4J和SMAW-FeⅣ-6G (K) -3/60-Fef4J".该焊工在焊接时, 只具备FeⅡ类 (低合金钢) 和FeⅣ类 (奥氏体钢、奥氏体与铁素体双相钢) 母材资质, 按照《特种设备安全技术规范》中的要求, 不能焊接NiⅤ类别母材[1].
但是在《特种设备安全技术规范》中同时提出"焊工进行焊接操作技能考试时, 试件母材 (镍与镍合金) 可以用奥氏体不锈钢代替".并且本项目的焊接工艺评定中制定的焊丝与焊条也均为不锈钢焊条, 针对N08020使用不绣钢焊丝ER320LR和不锈钢焊条E320LR-16时, 焊工资质可否采用FeⅣ类 (奥氏体钢、奥氏体与铁素体双相钢) , 焊条采用Fefs4J (奥氏体钢焊条、奥氏体与铁素体双相钢焊条) 来进行施焊[2].
1 母材N08020材质分析
根据N08020管道材料表及合格证中指定, 本管线的执行标准为《UNS N08020, UNS N08026和UNS N08024镍合金公称管和管子》ATSM B729-5 (R2014) , 其合金元素含量见表1.

表1 N08020材质化学成分/%
由于管道是进口材料, 采用的是国外标准, 需找出对应的国内牌号来进行对管道材质进行分类, 进而确定其母材类别和组别, 以便于做出判断[3].
在《耐蚀合金棒》GB/T15008-2008中核对, 与其对应的牌号为NS143, 其合金元素含量见表2.

表2 NS143材质化学成分/%
N08020材料不但在其引用的标准《UNS N08020, UNS N08026和UNS N08024镍合金公称管和管子》ATSM B729-5 (R2014) 中属于镍合金, 在其对应的国标牌号NS143的标准《耐蚀合金棒》GB/T15008-2008中也属于镍合金, 在《特种设备安全技术规范》TSG Z6002-2010中划分为镍类合金。
2 焊材不绣钢焊丝和焊条材质分析
该项目对N08020材质管道的焊接材料采用焊丝ER320LR和焊条E320LR-16, 采用钨极气体保护焊加手工电弧焊进行施焊的方案。其焊接工艺评定中对采用不锈钢焊条施焊的焊缝试件进行了射线无损检测、拉伸和弯曲机械性能试验、晶间腐蚀试验, 结果均为合格[4].
同时依据标准《手工电弧焊用不锈钢焊条标准》AWS-A5.4及《不锈钢光焊丝和填充金属丝》AWS-A5.9中, 对不绣钢焊丝ER320LR和焊条E320LR-16的化学成分进行核查, 见表3, 4.
从表3, 4可知, 在化学成分要求上, 焊接工艺评定使用的焊材与母材基本一致, 使用的焊条基本符合要求。该工程应按照此合格的工艺评定进行焊接, 焊工应采用不绣钢焊丝ER320LR和不锈钢焊条E320LR-16进行施焊[5].
3 焊工资质讨论 首先在母材上, 必须持有Ni类资质才能满足要求, 对于在《特种设备安全技术规范》中提出的"焊工进行 (镍与镍合金) 焊接操作技能考试时, 试件母材可以用奥氏体不锈钢代替"的条文, 只是考虑到由于镍与镍合金材料相对奥氏体不锈钢材料价格较高, 并且在焊接性能上有一定的相似处, 是为了节省成本而提出的折中方案。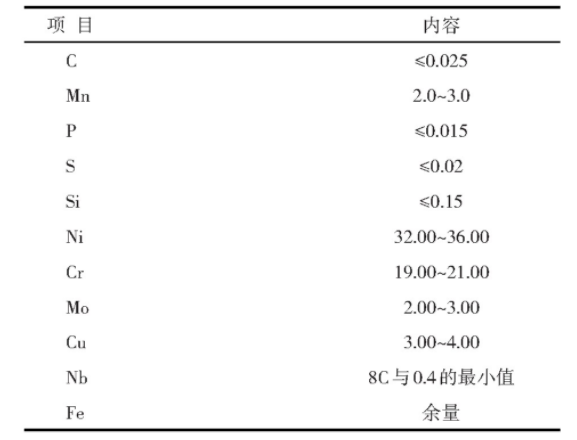
表3 不锈钢焊丝ER320LR化学成分/%

表4 不锈钢焊条E320LR-16化学成分/%
4 结论
在工程建设中, 焊接工序是工程的关键控制点, 而具有相应施焊资质的焊工是保证焊接质量的重要因素之一。如果焊工的资质不能满足施焊要求, 其所施焊的焊缝属于超资质施焊, 无法保证焊接质量, 这样将会给工程埋下重大质量隐患。
参考文献
[1]国家能源局。 NB/T47014-2011 (JBT4708) 承压设备焊接工艺评定[S].北京:中国标准出版社, 2011:5-8.
[2]严仕兴。新一代焊接技术自动选择性群焊的研究[J].电子工艺技术, 2008, 29 (2) :81-83.
[3]中国钢铁工业协会。耐蚀合金棒GB/T15008-2008[S].北京:中国标准出版社, 2008:2-4.
[4] 王大志。焊接技术与焊接工艺问答[J].电焊机, 2007 (9) :81-82.
[5]鲜飞。选择性焊接工艺技术的研究[J].电子测试, 2008 (9) :42-45.





