3. 3 制作弧形构件 加 工装置解决 弧 形 构 件 加 工难题。
1) 在橡胶膜密封煤气柜柜体结构中,所要用到的弯曲角钢非常多,且角钢的弯曲弧度并不一致,这给角钢的制作带来了极大困难。
2) 以往角钢的煨制首先要在操作平台上焊上固定挡板,然后将角钢固定后,再配合千斤顶、火焰烘烤将构件煨制成所需弧度。此方法完全依靠人工煨制,耗时耗力,而且在大锤敲击下,角钢难免会出现局部变形的情况,难以达到煨制弧度精度要求。而且随着煤气柜所需煨制角钢量越来越大,操作平台上的固定挡板需要不断重新确定,重复性操作多,辅材用料大。
3) 自制弯制台架,施工时将角钢从台架一端开槽处穿入,然后用千斤顶上部顶住角钢开始弯制,待角钢上面顶到定位杆时,停止千斤顶操作并保持1min.然后千斤顶卸载,移动角钢按上述操作继续进行弯制,直至整根角钢弯制完毕。台架的规格和尺寸根据需弯制角钢的大小、弧度确定,能够有效解决弧形构件加工难题,减少辅材消耗,加快施工进度、提高生产效率。
3. 4 采用双排柜顶梁同时吊装,减少施工工序。
1) 柜顶梁起拱最高处距离活塞板 5. 8m,空间定位和吊装就位施工存在很多不便。
2) 传统柜顶梁安装采用单根测量定位后再吊装单根梁就位,就位后常因未形成空间稳定结构而发生失稳。
3) 改变传统做法,选择双排柜顶梁同时吊装。
首先,需要在活塞板上根据柜顶梁的间距搭好台架,将弯制好的柜顶梁用塔式起重机吊入柜内,在台架上拼接好,双排柜顶梁之间焊上角钢,以固定相对位置。柜顶梁十字搭设完毕后,利用塔式起重机将双排柜顶梁同时吊起,焊接就位。施工时,因为柜顶梁相对位置已经固定,不必再重复测量放线,很大程度上节省了工期和人力。
3. 5 通过 BIM 参数模型对立柱进行结构优化分析、模拟安装。
1) 经方案对比,柜顶结构采用整体提升方式最为合理,即在柜体形成后以立柱为支撑进行提升安装。
2) 以立柱为支撑点的传统做法分为 2 种: ①方法 1 在多根立柱上焊接吊点,安装倒链后通过多点提升进行柜顶结构安装,此方法立柱未进行安全改造与验算只是简单地加设了安装吊点。①方法 2柜顶结构立柱上设置提升平台,提升平台结构为刚性柱,柱顶焊接悬挑牛腿。此种提升平台结构柱与柜顶立柱的连接形式是刚接,提升荷载引起的弯矩将传递至柜顶立柱上。采用这 2 种方法施工时,立柱在吊装过程中受力不平衡很容易发生单根钢柱变形超差甚至弯折、个别倒链断裂、柜顶结构倾覆等安全事故,必须进行安全改造。
3) 经模型分析,方法 1 无法通过安全验算,不应使用; 方法 2 存在不足应进行安全技术改造。
4) 通过 BIM 参数模型对立柱进行结构优化分析,对原提升平台做局部改造,减小平台柱根部的弯矩,简化了平台柱根部的连接形式。充分利用煤气柜的立柱结构,对立柱进行安全改造。在提升平台顶端设置斜向拉杆,拉杆根部与抗风柱桁架焊接,通过拉杆的轴力改善平台柱根部的弯矩,以满足轧制 H200 型钢的截面要求。
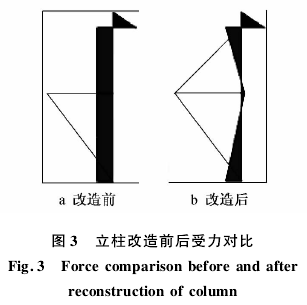
5) 经 测算 原 提 升 平 台 结构的 柜 顶 弯 矩 97. 9kN·m,改造后柜顶弯矩为 20. 86kN·m,弯矩减小为原结构的 21. 3%.柜顶柱的截面为轧制 H200 ×200× 8 × 12,材质 Q235B.柜顶节点强度为 73MPa,为改造前结构强度的 41%,安全系数大大增加。图 3为立柱改造前后受力对比示意。
6) 通过对原结构的改造,提升平台柱的受力大大改善,按等强原则设计,平台柱顶以下 1/4 部分需做贴板加固,其余 3/4 部分无需加固,减小了临时措施量,提升平台的临时措施量减小约 25%,也不存在穿透平台板的问题,柜顶柱节点应力大大减小。
3. 6 改变传统倒链提升柜顶的方法,采用先进液压方式同步提升。
1) 某煤气柜由 30 根立柱组成,立柱为截面高度 200mm 的 H 型钢,柜顶结构组装后总重约 180t,提升至柜顶其行程达 38. 700m.
2) 根据该煤气柜的外形及立柱设置特点,在柜顶外围设置 15 个提升吊点,对立柱进行安全改造后液压提升。
3) 采用液压提升器作为提升机具,柔性钢绞线作为承重索具。液压提升器为穿芯式结构,以钢绞线作为提升索具,具有安全、可靠、承重件自重轻、运输安装方便、中间不必镶接等一系列独特优点。
4) 液压提升器两端的楔形锚具具有单向自锁作用。当锚具工作( 紧) 时,会自动锁紧钢绞线; 锚具不工作( 松) 时,松开钢绞线,钢绞线可上下活动。
5) 液压提升过程包括 2 个: ①上升过程 上锚紧→伸缸拔下锚→下锚紧→非同步缩缸。②下降过程 下锚紧→缩缸拔上锚→非同步伸缸→上锚紧→伸缸拔下锚→同步缩缸。一个流程为液压提升器一个行程。当液压提升器周期重复动作时,被提升重物则一步步向上提升。
6) 同步控制系统由计算机、动力源模块、测量反馈模块、传感模块和相应的配套软件组成,通过CAN 串行通信协议传递数据。本控制系统具有稳定可靠,高精度特点。采用双控原则,即位移控制和压力控制,可满足同步提升的精度要求。
7) 采用本方法进行柜顶提升安全系数大为提高,施工工期缩短,仅 6h 即可将柜顶结构提升就位( 不含试吊时间) .
4 结语。
橡胶膜密封型煤气柜施工关键技术是从橡胶膜密封煤气柜传统施工方式的弊端出发,通过实际生产中的探索与实践,改进施工生产方式,研究出多项更加实用和先进的新工艺、新技术。橡胶膜密封煤气柜施工关键技术保证了橡胶膜密封煤气柜安装的精确度,改进了煤气柜立柱垂直测量方式,设计出安全可靠,且更利于柜顶结构进行液压提升的柱头形式,形成了一套较为完整和先进的橡胶膜密封煤气柜成套建造技术。
该技术在实际工作中已通过宣钢、轧三、青钢等多个煤气柜项目上的检验,且宣钢、轧三项目均已顺利运行 2 年以上,施工质量达到设计预订目标,也为建设方取得了较好的经济效益和社会效益。
这证明该关键技术成功改进了传统施工技术,增加了安全性,创造了很好的社会效益和经济效益,推广、应用前景非常广阔。
参考文献:
[1] 谷中秀。 橡胶膜型干式煤气柜[M]. 北京: 冶金工业出版社,2010.
[2] 煤气柜工程施工及验收规范: YB4410-2014[S]. 北京: 冶金出版社,2014.
[3] 北京钢铁设计研究总院。 钢结构设计规范: GB50017-2003[S]. 北京: 中国计划出版社,2003.
[4] 冶金工业部建筑研究总院。 钢结构工程施工质量验收规范:GB50205-2001[S]. 北京: 中国计划出版社,2002.
[5] 中冶建筑研究总院有限公司。 钢结构焊接规范: GB50661-2011[S]. 北京: 中国建筑工业出版社,2011.





