摘要:随着电力行业技术发展,我国火力发电已经进入超临界压力时代。锅炉出口蒸汽压力和温度的提高,带来了因高温蒸汽氧化形成氧化皮,进而影响锅炉安全运行的新问题,这就对受热面管材高温段的耐氧化、耐腐蚀性提出了更高的要求。现对超临界燃煤锅炉高温受热面常用管材和喷丸处理工艺进行对比分析,并提出相应的选用建议。
关键词:高温受热面; 氧化皮; 管材; 喷丸;
0 引言
燃煤火力发电机组经历了低压、中压、高压、超高压、亚临界、超(超)临界的发展过程,不断往大容量、高参数技术方向发展,提高了机组效率,实现了节能降耗,同时也给锅炉高温受热面金属材质带来了新的考验。本文对超临界机组燃煤锅炉高温受热面选用的主要管材进行了介绍,研究分析了氧化皮的产生机理和危害,介绍了喷丸技术并对比了两种管材喷丸处理后的结果,最后提出了超临界机组燃煤锅炉高温受热面管材的选用建议。

1 几种常用的高温受热面管材
在22.115 MPa和374.15℃这个压力和温度时,水和蒸汽转化的汽化潜热等于零,并以单相、连续的形式变成蒸汽,称为水的临界点,炉内工质压力大于这个压力和温度的锅炉就是超临界锅炉。目前常规超临界燃煤锅炉的主汽和过热器压力设计超过25 MPa,温度设计为571℃左右。在此压力和温度下,超临界燃煤锅炉高温受热面常用的管材有珠光体钢(12Cr1Mo V)、铁素体钢(T22、T23、T91)和奥氏体不锈钢(TP347H、TP347HFG、Super304H)[1].
1.1 高温受热面
超临界燃煤锅炉的高温受热面主要包括屏式过热器、后屏过热器、末级过热器和高温再热器。以锅炉厂超临界、一次再热、π型直流煤粉炉为例,金属壁温区间在590~640℃。超临界燃煤锅炉具体位置与壁温如表1所示。

表1 超临界锅炉高温受热面及壁温
1.2 高温受热面管材常用材质简介
(1)珠光体钢,又称珠光体热强钢或珠光体耐热钢。这类钢是在正火状态下,具有珠光体和铁素体显微组织的钢。该钢种合金元素含量少,工艺性能好。
(2)铁素体钢,是指含铬大于14%的低碳铬不锈钢,含铬大于27%的任何含碳量的铬不锈钢。铁素体不锈钢的含铬量高,耐腐蚀性能与抗氧化性能均比较好,但机械性能与工艺性能较差,因此,多用于受力不大的耐酸结构及作为抗氧化钢使用。
(3)奥氏体不锈钢,是指在常温下具有奥氏体组织的不锈钢。当钢中含Cr约18%、Ni 8%~25%、C约0.1%时,此种钢具有稳定的奥氏体组织。
1.3 高温受热面管材材质和适用范围[2]
各管材材质和适用温度如表2所示。

表2 各管材材质和适用温度
2 氧化皮问题
2.1 产生机理
在钢管材中添加铬元素(Cr)能够提高耐腐蚀性和抗蒸汽氧化性,改善和提高钢管材性能。钢管材常温下会形成一层Cr2O3薄膜,因其结构致密,附着在不锈钢内表面,可起到保护作用,阻止钢管材被继续氧化。
水蒸气在氧化金属的过程中形成氧化层,当蒸汽温度超过570℃时,氧化层由内而外依次由Fe O、Fe2O3和Fe3O4组成,同时释放氢气,进一步促进氧化层的生长和剥落。氧化层分布如图1所示。

图1 氧化层分布
2.2 脱落原因
氧化层之间、氧化层与管材之间膨胀系数有较大差异,在氧化层厚度达到临界值或氧化层与管材之间应力达到临界值时会产生氧化皮脱落。
统计数据表明,超临界机组过热器、再热器内壁的粗晶奥氏体不锈钢管氧化皮在运行10 000~15 000 h后出现脱落,超温运行和壁温变化率过快会加速该现象的产生。
2.3 危害
(1)氧化皮过早脱落,在高温受热面管材弯头处堆积堵塞,造成管壁超温甚至爆管问题,如图2所示。

图2 氧化皮弯头堆积风险示意图
(2)脱落的氧化物颗粒随蒸汽进入汽轮机高压缸,会引起汽轮机前级叶片和喷嘴侵蚀及汽门卡涩,危及运行安全。汽轮机高压缸叶片侵蚀情况如图3所示。
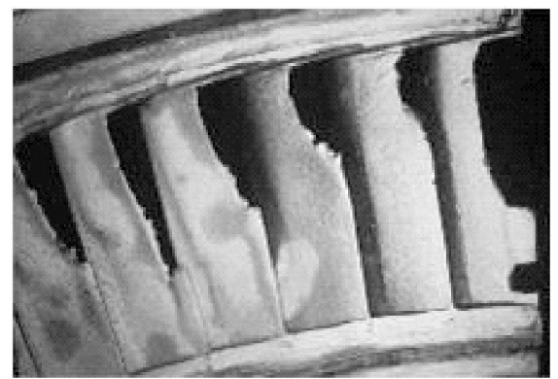
图3 高压缸叶片侵蚀
3 喷丸处理
3.1 喷丸技术原理
为了减缓奥氏体不锈钢管内壁高温蒸汽的氧化腐蚀,将高速弹丸喷射到超临界锅炉受热面管材内壁表面,使其表面发生塑性变形,形成应变层。在高温蒸汽氧化的初期,喷丸后的奥氏体不锈钢管Cr元素会更加快速、密集地形成Cr2O3氧化层,堵塞铁元素的扩散,提高钢管内壁蒸汽抗氧化的性能。
3.2 喷丸工艺流程
(1)钢丸经输送提升至一定高度的储丸仓分筛控制粒度注入移动式喷丸机。
(2)常压下的空气经压缩机增压,经储气缸内稳压、冷干机的水和气以及气和油的过滤,使洁净干燥的高压空气在喷丸机中与钢丸会合处于待喷状态。
(3)待喷钢管经辊道推入工位,钢管首尾两端的外表面与钢丸前后置密封仓口连接组成喷丸工作室。
(4)喷丸机向前移动使喷枪的喷嘴定位在头部外端面的前置密封仓内。
(5)开启喷丸机钢丸控制阀,使高速弹丸经喷枪的喷嘴喷射到钢管内壁表面,在喷丸机拖动喷枪的回抽运动中,对钢管整长施以钢管内壁喷丸强化处理。
(6)已喷钢管脱离工位经辊道推入成品待验仓位。
3.3 钢管喷丸技术要求
根据《奥氏体不锈钢锅炉管内壁喷丸层质量检验及验收技术条件》(DL/T 1603-2016),喷丸表面应洁净、无锈蚀或残留附着物;有效喷丸层深度,金相法测量应不小于70μm,硬度曲线法测量应不小于60μm;在喷丸管同一横截面距离内壁表面60μm深度处,沿时钟方向3时、6时、9时、12时四个位置测得的硬度值与基体金属硬度值相比较的增加值应不小于100HV0.5,且四个位置硬度值间的差值不大于50HV0.5.
3.4 两种奥氏体不锈钢喷丸效果对比
TP347HFG的晶粒度要高于TP347H,在喷丸过程中,晶粒度越细,对Cr的扩散和形成氧化膜越有利。因此,对比了TP347H和Super304H的喷丸处理效果,喷丸层及基体金属相比较的硬度增加值如表3所示。
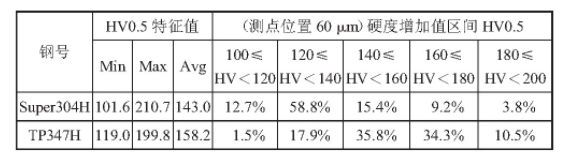
表3 喷丸后基体金属硬度增加值分布
Super304H和TP347H的喷丸深度均满足不小于70μm的技术要求。按照金相法测量,在内表面60μm测量Super304H和TP347H的硬度增加值均满足不小于100HV0.5的技术要求,硬度增加的平均值分别为143HV0.5和158.2HV0.5.
4 结论与展望
超临界机组锅炉的屏式过热器、末级过热器和高温再热器使用TP347H或Super304H管材并进行喷丸处理均可以满足运行要求。考虑到TP347H的实际运行经验更丰富、综合性价比较高等特点,管材应严格控制质量且晶粒度不低于7级,同时在运行过程中注意控制温度变化速率的基础上,可优先选择TP347H.如采用Super304H或更高等级管材,可根据金相分析及热力试验结果,并通过锅炉厂进行校核计算和充分论证后,按需实施。
参考文献
[1]张骏,蔡文河,杜双明,等。喷丸奥氏体耐热钢抗蒸汽氧化性的研究与使用现状[J].表面技术,2020,49(9):133-140.
[2]刘定平。超(超)临界电站锅炉氧化皮生成剥落机理及其防爆关键技术研究[D].广州:华南理工大学,2012.





