��ҩ�豸���ĵڰ�ƪ��ҩƷ��װ�豸�������еı������о�
����ժҪ��ҩƷ��װ�豸���ϸ�������,����ά����ά����Ҫ��Ҳ������������Ϊά����Ա���˽��豸�Ľṹ����ԭ��,Ȼ����ܽ��ʵ���������ķ������������⡣�������Ƿ�װ�豸��һ���ز����ٵĻ���,��˶Ե����ֵ��о�����ʮ����Ҫ�����塣���ż�����������ŷ����Ƽ���Ѹ�ٷ�չ,�������ڻ�е�豸�����ӹ���Խ��Խ���㷺Ӧ��,�Ǵ����е�ֵ�һ�����ܻ�����ϵͳ������Ӧ��ʹ�����ӹ������ȶ�,���ٶȡ����ٶȡ��˶�������������������������ҿɱ���⡣�����ֵĻ�������Ҫ������ת�ǶȺ������������˶�;���Ҷ���Щ�˶���λ�ý��ж�λ�ͷ������ơ�
�����ؼ��ʣ�BOSCH��װ��; ������; SIN/COS������;
����1 ���������еı�����
������BOSCH��װ��(RRU3084/FLC3080)��,ʵ�ֵ����ֹ��ܵ�ϵͳ����������(����ֵ������)�����ױ���ն�(CT10)��CamCon DC16��PLC��������Ԫ�����ȡ�������������ת�Ƕȵ��ź����,���ױ���ն˸���ɼ��������źš����м��㡢ת��Ϊ��ƽ�źź����,Ҳ���Խ��м��,��PLC���յ�ƽ�źŸ��ݱ༭�ij��������ƿ�����Ԫ����(��ϴƿ����ͷ��ˮ����������������)��
��������ֵ�����������������������ͨ������,ÿ������������2�ߡ�4�ߡ�8�ߡ�16��……����,����ڱ�������ÿһ��λ����,ͨ����ȡÿ�����ߵ�ͨ����,�ͻ���һ���2����η���2��n-1�η���Ψһ��2���Ʊ���(������),��Ϊnλ���Ա������������ı��������ɹ�����̵Ļ�еλ�þ�����,������ͣ�硢���ŵ�Ӱ�졣���Ա��������ɻ�еλ�þ�����ÿ��λ����Ψһ��,���������,�����Ҳο���,���Ҳ���һֱ����,ʲôʱ����Ҫ֪��λ��,ʲôʱ���ȥ��ȡ����λ�á����,�������Ŀ������ԡ����ݵĿɿ��Ծͻ�����ߡ�
��
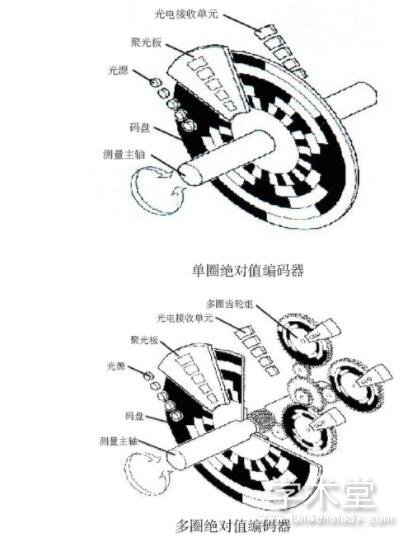
����ͼ1 ����ֵ������
������Ȧ����ֵ������(ͼ1��),��ת�������в���������̸�������,����ȡΨһ����,��ת������360��ʱ,�����ֻص�ԭ��,�����Ͳ����Ͼ��Ա���Ψһ��ԭ��,�����ı���ֻ��������ת��Χ��360�����ڵIJ���,���Ϊ��Ȧ����ֵ�����������Ҫ������ת����360�ȷ�Χ,��Ҫ�õ���Ȧ����ֵ������(ͼ1��)���������������������ӱ����ֻ�е��ԭ��,������������תʱ,ͨ�����ִ�����һ������(��������,��������),�ڵ�Ȧ����Ļ�����������Ȧ���ı���,������������IJ�����Χ,�����ľ��Ա������ͳ�Ϊ��Ȧʽ���Ա�����,��ͬ�����ɻ�еλ��ȷ������,ÿ��λ�ñ���Ψһ���ظ�,��������䡣��Ȧʽ���Ա�������һ���ŵ��Dz�����Χ��,��ʵ��ʹ�ù�����������ԣ�϶�,�����ڰ�װʱ�Ͳ��طѾ������,��ijһ�м�λ����Ϊ��ʼ��Ϳ�����,�Ӷ����˰�װ�����Ѷȡ�
����������������ص��ǿɶ�����ӿ���,��Ȼ�������ijɱ���SSI�ɱ��Ը�,�����ӵ��º����豸�ӿڿ��Խ�ʡ�Ӷ����ͳɱ�,ֻ�������ݴ�����ٶȺ�����ߡ�
����BOSCH��װ��ʹ�õ��ǵ¹�DIGITRONIC��˾�ĵ�����(CT16)�����ױ����ʾ�ն�(CT10)(ͼ2��)��
����
����ͼ2 ��ΪCT10����ΪCamCon DC16
����CamCon DC16(ͼ2��)�ж��ͨ��,ÿ��ͨ�����Կ���һ����,������ͬʱʹ�ö��ͨ��,ͨ��֮�������,Ҳ���Զ�ͨ������༭��ɾ����
����CamCon DC16�ռ�������ֵ�������������źź���м���,ת��ΪPLC��ʶ��ĵ�ƽ�źš�
����2 �ŷ��������еı�����
���������ֵ��ŷ�ʵ��Ҫ�������ᵽ�ĵ����ָ�Ϊ�Ƚ����������ŷ������ֵ���ʽ��ʹ�÷��㡢����ƽ�ȡ������ʵ�,����ά����Ա�����˽ⲻ������������������ʱ��������ԭ��ȷ��
�����ŷ��������б����������ֹ�������:
������һ��:���ڸ��������(�ŷ���������渨����������ת����û�и���������������ת,���ŷ�������ֱ�ӿ���)��ͨ����˵,���������Լ�,�ŷ���������������ָ��,�ŷ����ͨ��ָ�������ɸ����˶�����,�ڿ���ϵͳ�����ö�ʱ��,Ȼ�����ݸ���������Ƴ��ֱ�,��ʱ���ж�ʱ����ļ�ʱֵ����Ϊ�ֱ��������,ÿ�����жϹ����з���һ��ָ��,ͬʱ���ݼ�ʱ�������ݿ����ֱ��л�ȡ��ʱֵ������ʱ�������������,��Ҫ��������������ֱ�,�Դ��������������ᡣ
�����ڶ���:�ڸ��������(�����˸���������,����������ͬ������)������ڵ�һ�������˵,�ڸ�������µĽṹ�ϸ��ӡ��ؼ��������,���ݸ���������Ƴ����ֱ�,�ڿ���ϵͳ�н������Դ�����������źź�Ӳ����������ʽ���ж�ȷ�������ת����,��ͨ��ϵͳ�������������,�����ֱ��ó��˴�����ָ����Ӧ��Ҫ���ŷ����������Ͷ��ٸ�����ָ������������˶�ʱ�벻�ڸ�������µ�״̬����̫����,��֮�ڴ�������˶�ʱ���ʹ�ŷ�������������������Ϊ����,����¶�����;����״�����ǿ��Ե����ŷ��������IJ����������Ż���ͬ�����Բ��������ϸߵı�����,�����ڳ����ϲ�ȡ��Ƶ(���õ���2��Ƶ��4��Ƶ)��
������BOSCH��װ��(RRU3085/ALF4080)��,�����ֹ��������ŷ����ͨ���ŷ����������ŷ������������γɵġ��ŷ����������ݵ���������,ʹ���������ʵʱλ��ͬ��,�����װ�������õ������˶�����(ͼ3)��
��
����ͼ3 BOSCH��װ������������
�����ŷ�����ڲ��Դ�������,��������ٶȿ��ơ�ת�ؿ��ơ���еλ�õĸ��١�����ͣ����BOSCH��װ�豸���ŷ������ͬʱʹ���������ͱ������;����ͱ�����,ͬʱ�߱��������ֱ��������ŵ㡣����,����λ��ֵ�����豸ͨ�粢�����������ⲿ������ͨ��ʱ�Ų���,�����������������λ��ֵ������,��ģ����SIN/COS�źŽ�����������������ֵ��������������ܵ�һ��,����ͼ���SIN/COS��������
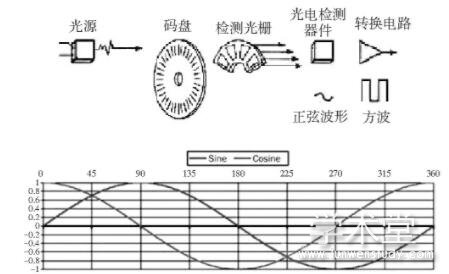
����SIN/COS(������)������������������ʽ(���ʽ)������,���ֱ������ṹ��ԭ������,ֻ�Ƕ��źŵĴ�����ͬ������ʽ��������ȱ������,����Ҫȱ�㼯������߱������ֱ��ʵ�ͬʱ���������䴫�����;���ñ�Ƶ������߱������ķֱ������кܴ�ľ�����;���������ʽϵ�ʱ,����������źš���SIN/COS�������������˷ֱ��ʵľ�̬��ʽ,���ֱ��ʴ��ھ�̬ʱ,��Ȼ������м��ֵ�����������ұ������Ŀ���ģ��ɾ�����ʵ����ֵ,���,�ڱջ������й㷺Ӧ�á�SIN/COS���������A��B�����ֵΪ90°��Ƚǵ������ź�,�ɴ˿ɷ����Ԥ�г�����������ת����ͬʱ,Z��ָʾ�����źſ�����Ϊ�ο���λ,������ÿ��ת360°,Z��ָʾ����ֻ����һ��ָʾ�źš�ָʾ����һ��������ʾ��еλ�û���������λ��������
���������ұ�������Ҫ��ɲ��������̡���Դ�����������������դ��ת����·�ȡ������Ͽ�����Ⱦ���ķ�϶,��϶��״�з���״,�ҿ��⡣�������ڷ�϶֮���ʾһ����������;���ڼ���դ����ʾA��B�������϶,���������϶���������Ӧ,�����赲����ͨ�������������Դ֮��Ĺ��ߡ�A��B�������϶�������������ϵĽھ����,����A��B�������϶���ڽھ����1/4,�������������������źŻ��γ�90°����λ�������ת��ת��ʱ,���̻��������,��ʱ,����դ��ֹ,������������Խ��յ��������̺ͼ���դ�ϵ����϶��������Ĺ�,ͨ��A��Bͨ������������ܹ�������Ҳ������Ҳ��ź�,���-��ֵΪ1V��2V��ת����·���Խ�ģ���źŽ��м���ʹ���,�Դ˵õ��������ת�ǻ��ٶ���Ϣ��ͼ4ΪSIN/COS�������ṹԭ�����źŲ���ͼ��
����ͼ4 ������ԭ��ͼ������������
������Ȼ������������(�����ֱ���)����ȥҲ���Ǻܸ�,�����ڿ�����������������,ͨ�������������·�����ͼ���,ÿ�����������ڶ�����ͨ�������в�ֵ����ϸ��Ϊ�ܶಽ,�Ӷ��ﵽ�ܸߵķֱ��ʡ�
���������������źŵ�ʵʱ��ֵ,����Arctan����,����ȷ�ϱ�������ʱ�˿�����һ�����Һ����������ڵľ���λ��,�����������źŵ�������ģ��ADת���ķֱ��ʾ������λ�õ�ȷ��,���������ҵ�����ͨ������ϸ��Ϊ212��214����������������ÿȦ��������������ϸ�ֲ����ij˻�,�ó���ÿȦ�ķֱ���,����ֱ��ʾ���ϸ�ֺ������ұ�������ÿȦ�ֱܷ��ʡ��ر��ע����,ϸ�ֺ�ķֱ���,��ͨ�������·�Ŀ���������������������ó�,�����DZ�����ֱ�������
����SIN/COS������,�п��ܳ���������,��������������г��Ӱ�졢�������������й����ԭ�������������źŲ������ȶ��ȡ����Ҵ�������ƫ�����Dz��ɼ���,������ۻ���һ������������������ʱ�ſɵ�֪��
����3 ���Ͼ���
����3.1 ����һ
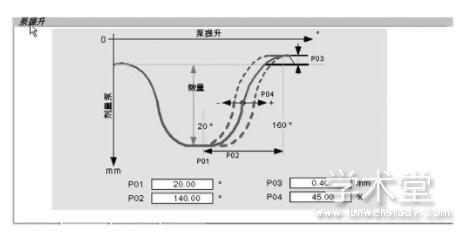
����BOSCH��װ���ڹ�װʱ��ע������,������Աͣ�����ֹ�ע��������ʱ�ᱻƿ�ڶ���,ת����ע��ʹ��������ƿ��,����ת��λ����������ͷ����J�ڽӴ�,��װ��������Ʒ�ڮJ�����йұ�����,����ҩƷ��װ���ϸ�ά����Ա�ж�Ϊ��ܴ�λ,�˴������ֽ������������һ�������������һ���ŷ�����������ֺͳ��ִ���������ܵ��˶�,�ѳ��ֵ��Ž���˨�ɿ����ƶ����ִ�,ʹ��ע�봦��ƿ���м�λ��,�ٰ��Ž���˨�Ͻ�,���Ͻ���������ַ�����Ȼ���������,��ֻ���ֶ������˻�е���ϡ��������ǵ��˽��������������������˶�ʱ,����ͱ�ü���,�ŷ����������õ����������ұ�����,��ͨ�������źż�������ȷλ��,���豸����λ�ƻ��λʱ����ͨ����ʾ���Ͽ�����ܵĵ�����ͼ��(ͼ5)��P03�����ݵ�����ܵ�ƫ������
��
����ͼ5 BOSCH��װ����ע��ܴ�ֱ�˶�����
����3.2 ���϶�
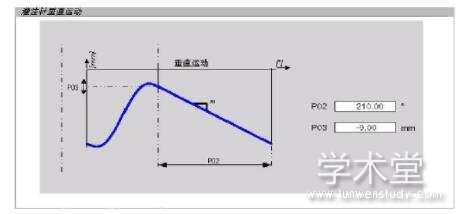
����BOSCH��װ����ʾ���ϱ�����ʾΪ“ת�̹����ƿ����ƿ”,���½�ƿ���ر�,�豸����������,��ת�̹����ƿ��û��ȱ�ٻ�ƿ�������̽ͷ�Ĺ���û���ɶ�,Ҳû�������������������������鵽�����ֿ���ͼ��(ͼ6)ʱ����“���ϵ�ƿ”ѡ������ݲ�����,һ�������̽ͷ����Ч̽��Ƕ������ŷ������ֵ���������Ϊ����������,�������ʵ��ĽǶ�,����˵���ʵ��Ƕ���Ҫ�˹�������,�Ƕ�̫С��̽����ƿ��,̫��ᵼ�µ�ƿ����ƿʱ�����������Է������ݲ�����,������Ļ����ʾ̽ͷ�Ƕ�̫С,ͨ��“�༭”��ť�ѽǶȸ���������ֵ������ų���
����ͼ6 BOSCH��װ���ֿ��ؽ���
�����˴���“����λ��”�����������������,���غ��ŷ�ϵͳ��������ĸ���:�������˶�ʱ����ᰴ�ض��������������������������ֻ�뷢�����������,����ͻ�ͨ���趨�õı����Զ��������������������ͨ��������Ӵ���,Ҳ���Բ������ӵ�������õ�����Ӵ��������ᱻ��Ϊ“��������”,����������������ռ��ٶ���Ϣ/λ������/���ٶ�ָ��,������ʵ�ʵ�ִ�в�����������Ȼ�ܹ�����һ���ı�����ϵʹ����õ����ơ����˶�����ϵͳ��,��ʵ��������֮��,ʵ����������ᵽ����ʵ�ʵ��������,�������������ڿ��������ƶ�����Ĵ洢ֵ,�����ʵ����Ϊ��������������ﵽͬ������,��������Ϊ�˶�ϵͳ������,���ŵ����ڲ����и��źͲ�����
����4 ������
����ͨ��,�Ļ�е�˶�����Ҫʹ�ø��ӵĻ�е�ṹ������,�����е�ṹ����Ƽ��㲿����ά��������ά�������������⡣���Ҵ�ͳ�Ļ�е�ֻ�����������һЩ��е���ʵ�ȱ��,��������Ӧ�ù�������������,�ر��ǵ���ӹ����ո��ٻ������Խϸߵ���������,�������䲻��֮��Խ��ͻ������������ʹ���˵�����,���������д�ͳ��е�ֻ������ŵ�,���ҵ����ֵ�ʹ��ʹ�����Ŀ��ƾ�ȷ�����˺ܴ�ķ�Ծ,���Ƽ�������Զ,�����ʽ���,�ɿ������;ʹ�������˶��������,ʹ���Ժ�ά��������ü�
���������
����[1]κ����,����Ƽ.�����ּ������Զ��������е�Ӧ��[J].����ʦ����ѧѧ��(��Ȼ��ѧ��),2001,22(1):46-49.
����[2]��˾�.���ô�����Ӧ�ü����ʴ�[M].����:��е��ҵ������,2009.
����[3]¦����.����PLC���ŷ�ϵͳ���Ƶĵ�����Ӧ���о�[D].����:����������ѧ,2014.
����[4]��ѧ��,������,�Ŷ���,��.�����ֿ��������[J].�Ĵ�����ѧ��,2013,34(5).
����鿴>>��ҩ�豸���ģ���ѡ����8ƪ����������