摘 要: 面对钢铁行业高成本、微利润的经济形势, 企业竞争日益加剧, 降低成本成为各钢企共同追求的目标。在炼钢工序生产过程中, 利用精益生产管理理念, 清除诸多制约因素影响。从建立生产时刻表、优化工艺路线和产品专线化生产、借助钢包管理系统和炼钢MES系统方面进行生产组织, 围绕降本增效开展各项工作, 保证产线高质量、高效率、低成本地稳定运行。
关键词: 降成本; 精益生产; 生产管理; 炼钢MES系统;

Abstract: In the face of high cost and micro profit economic situation in iron and steel industry, the competition of enterprises is intensified and the reduction of the cost has become the common goal for the steelmaking companies.In the steelmaking production process, the lean production management concept is used to clear the influence of many constraint factors.Through the establishment of the production schedule, the optimization of process routes and product dedicated production, and the help of ladle management system and MES system for steelmaking production organization etc, various works were focused on the cost decreasing and benefit increasing to ensure the stable operation of the production line of high quality, high efficiency and low cost.
Keyword: reducing costs; lean production; production management; MES system for steelmaking;
在竞争激烈的市场环境下, 高效率低成本生产、提高产品质量和客户满意度成为钢铁企业提高竞争力的重要手段。为了顺应形势, 炼钢区域通过优化生产组织, 降低工序成本, 精准化炼钢过程, 减少炼钢过程的损耗及能耗, 提高炼钢精益生产水平, 实现炼钢的经济型生产[1-4]。
1、 生产工艺概况
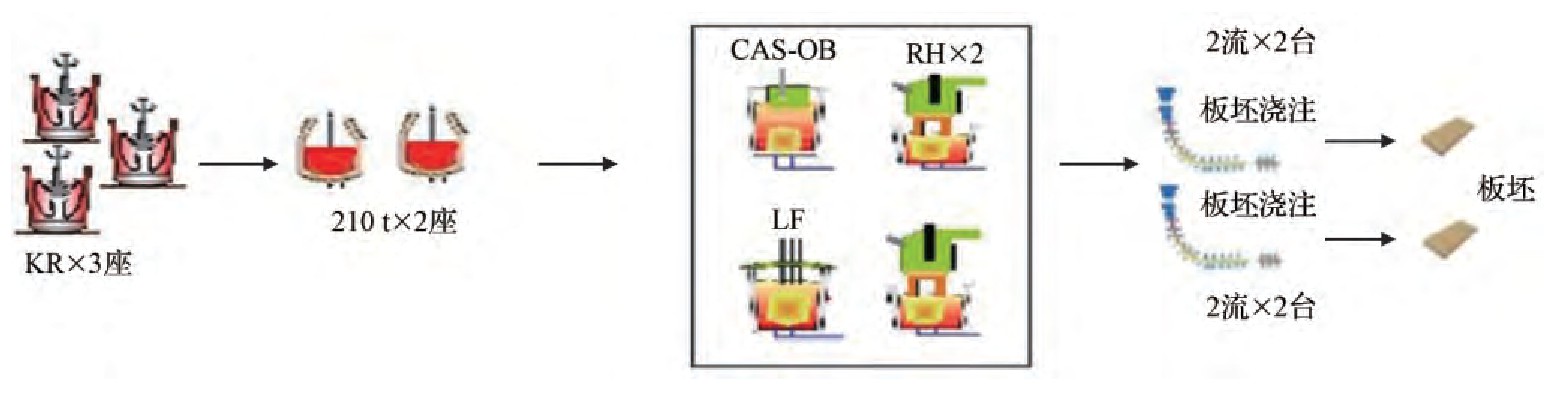
迁钢炼钢作业部分为一、二炼钢两条产线, 一炼钢产线有3座210t转炉, 5座精炼站 (LF炉、吹氩站、CAS精炼站各1台, 单工位RH精炼站1台, 双工位RH精炼站1台) , 双流板坯连铸机2台, 八流方坯连铸机2台。二炼钢产线有2座210t转炉, 4座精炼站 (双工位LF炉、双工位CAS精炼站各1台, RH精炼站2台) , 双流板坯连铸机2台。图1和图2所示分别为一、二炼钢产线工艺图。
2、 工艺布置现状
一炼钢产线工艺流程复杂, 主要体现在工序交叉多, 精炼工艺路径多且不同钢种的精炼处理周期长短不一。此外, 浇铸钢种多样、厂房平面布置复杂, 转炉炼钢跨和精炼跨单跨布置且精炼站1号RH、1号LF、2号RH集中精炼跨北侧;出钢跨和钢水接收跨单跨布置, 钢水进站和上铸机存在天车运行冲突, 带来一定的生产组织难度。由于转炉平均冶炼周期大于铸机平均浇铸周期, 造成炉机不匹配, 限制了铸机产能的提升。
随着近几年新品种开发、市场拓展以及市场的急剧变化, 品种结构多样化越来越明显, 生产品种包括各级别管线钢、集装箱用钢、高强钢、汽车结构钢、锅炉与压力容器钢等多个系列热轧品种及冷轧汽车板、家电板、镀锡板以及电工钢等。为满足客户不同的质量需求, 不同品种钢根据质量计划设计不同的工艺路线, LF工艺、RH工艺、CAS工艺、LF-RH双联工艺等多工艺并存, 使生产的柔性和灵活性降低。目前随着汽车板及镀锡板产量大幅增加, RH生产压力大, 精炼工序成为工艺路线瓶颈, 限制了产能的发挥。
图1 一炼钢产线工艺Fig.1 First steelmaking process
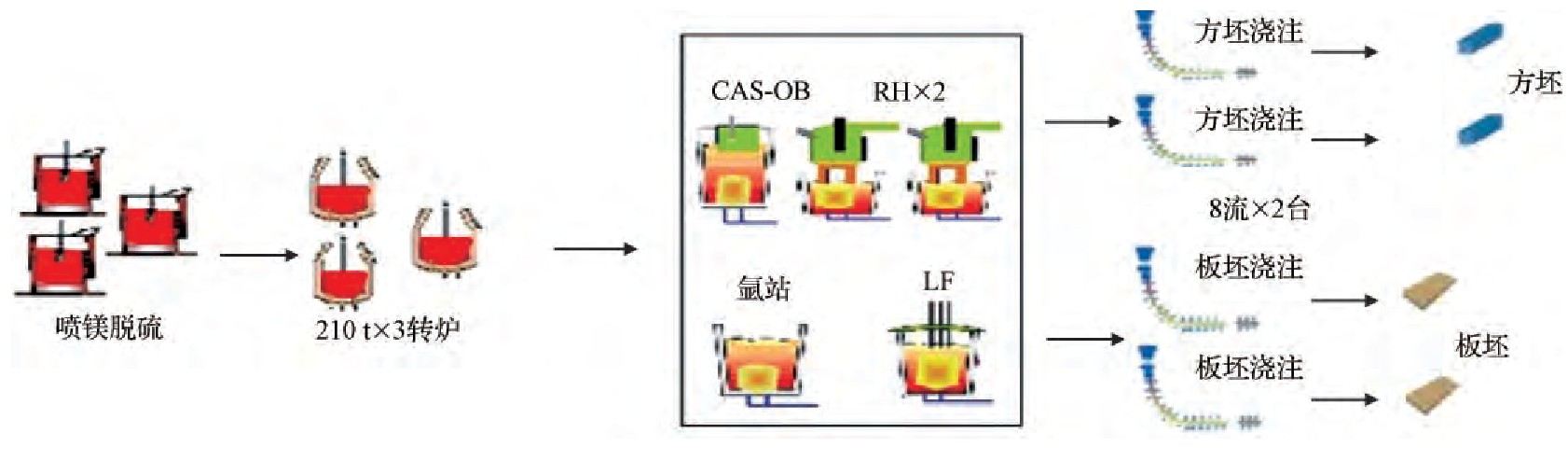
图2 二炼钢产线工艺Fig.2 Second steelmaking process
迁钢产品多品种、多规格, 小批量订单越来越多, 最小的合同只有十几吨, 而炼钢一炉钢至少出210t铸坯。同时, 客户对合同按期交货要求越来越高, 公司整个生产体系的生产组织难度都大幅增加。生产中安排小订单浇次计划时, 需要挑选几十条甚至上千条生产订单, 才能组成一个浇次, 生产调度在接到生产作业计划后, 需在生产调度系统中组成浇次, 结合产量任务和检修安排进行排产, 信息化排产支撑不足, 炼钢生产计划编制难度大[5]。
3、 精益生产研究
3.1、 建立生产时刻表
以炼钢、精炼、连铸各工序标准时间为基准, 建立像“列车时刻表”一样的“生产时刻表” (图3) , 实现了生产过程的动态、精准控制[6]。通过构建每一道工序的控制计划 (标准化操作) , 包括过程的特性、控制方法及反应计划, 运用甘特图进行排产, 以铸机为中心, 将钢水当作列车、工序当作站点, 精准控制时间、温度及产量3条主线, 按照“列车时刻表”的模式组织浇次生产, 从而优化生产组织, 提高过程控制, 达到生产组织的精细化, 最终获得高品质钢。
“列车时刻表”的组织方式是运用调度甘特图系统, 按照设定的转炉冶炼周期、精炼处理周期、连铸浇铸周期、传搁时间 (天车吊运柔性时间) 进行排产, 各工序按照调度甘特图的排产信息, 提前了解工序生产安排, 有针对性地开展生产准备工作。与以往的组织方式相比, 这种组织方式具有计划性强、计划提前量充分、工序周期控制规范、约束性高的特点, 同时对全系统的生产组织、工艺技术操作、设备运行与协调统一提出了更高要求。
图3 生产时刻表Fig.3 Production timetable

“列车时刻表”是将生产管理与质量管理相结合的平台。通过“列车时刻表”的实施, 确保各工序生产过程中质量、时间命中率, 实现工序间的精确衔接。通过“列车时刻表”组织生产, 工序周期及吊运时间进一步缩短, 工序周期平均控制在±5 min以内, 吊运时间也得到了合理的缩短。
3.2、 优化工艺路线
为了进一步降低工序成本, 实施短流程炼钢, 部分钢种开发出RH单联工艺, 改变传统冶炼品种钢必须采用LF+RH双联工艺的生产组织形式, 实现以BOF-RH-CCM工艺路线组织的生产模式, 充分利用RH精炼炉所具有的冶金功能替代LF+RH双精炼炉或LF精炼炉的冶金功能, 既保证产品质量, 又可以有效降低炼钢工序生产成本。RH单联工艺的开发实施以来, 已成功冶炼部分低级别管线钢及大梁钢, 产品质量稳定。通过精简工艺路线, 不经过LF处理, 减少了过程能耗和原材料消耗, 降低了钢种生产工序成本。
根据迁钢生产工艺及产品特点, 本着工序匹配、资源优先、质量优先原则进行专线化生产。一炼钢产线主要是精炼-连铸工序的专线化生产 (表1) , 二炼钢产线是转炉-精炼-铸机专线化生产 (表2) , 通过专线化生产, 提升产品质量。
表1 一炼钢产线专线化生产Table 1 Specialized production of first steelmaking production line

表2 二炼钢产线专线化生产Table 2 Specialized production of second steelmaking production line

在专线化生产过程中, 集中优势资源, 发挥高配置设备功能, 实现质量的稳定和提高。同时要求工序之间空间布置上紧凑, 时间关系上满足连续生产, 物流上提高速度, 减少温度损失。
3.3、 借助钢包管理系统和炼钢MES系统进行生产组织
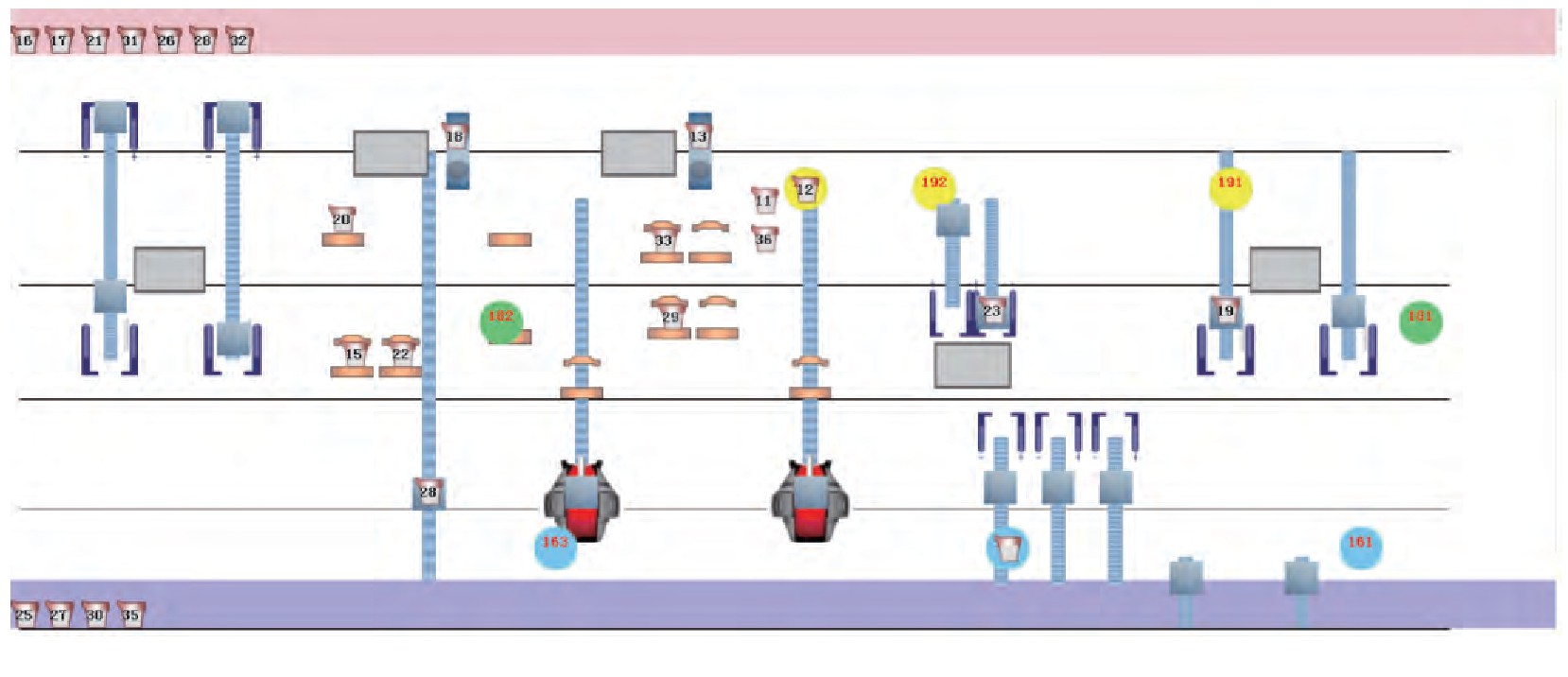
钢包在炼钢生产过程中, 承担着装载和运输钢水的重要任务, 与钢水温度的控制、工序衔接有着密切的关系。通过应用钢包管理系统 (图4) , 对350t大天车高效运行, 提高铁包、钢包周转效率, 减少钢包周转数量, 优化钢包热状态, 降低转炉出钢温度以及保持连铸机恒拉速浇注都有重要意义[7-10]。
图4 钢包管理系统Fig.4 Management system for ladle
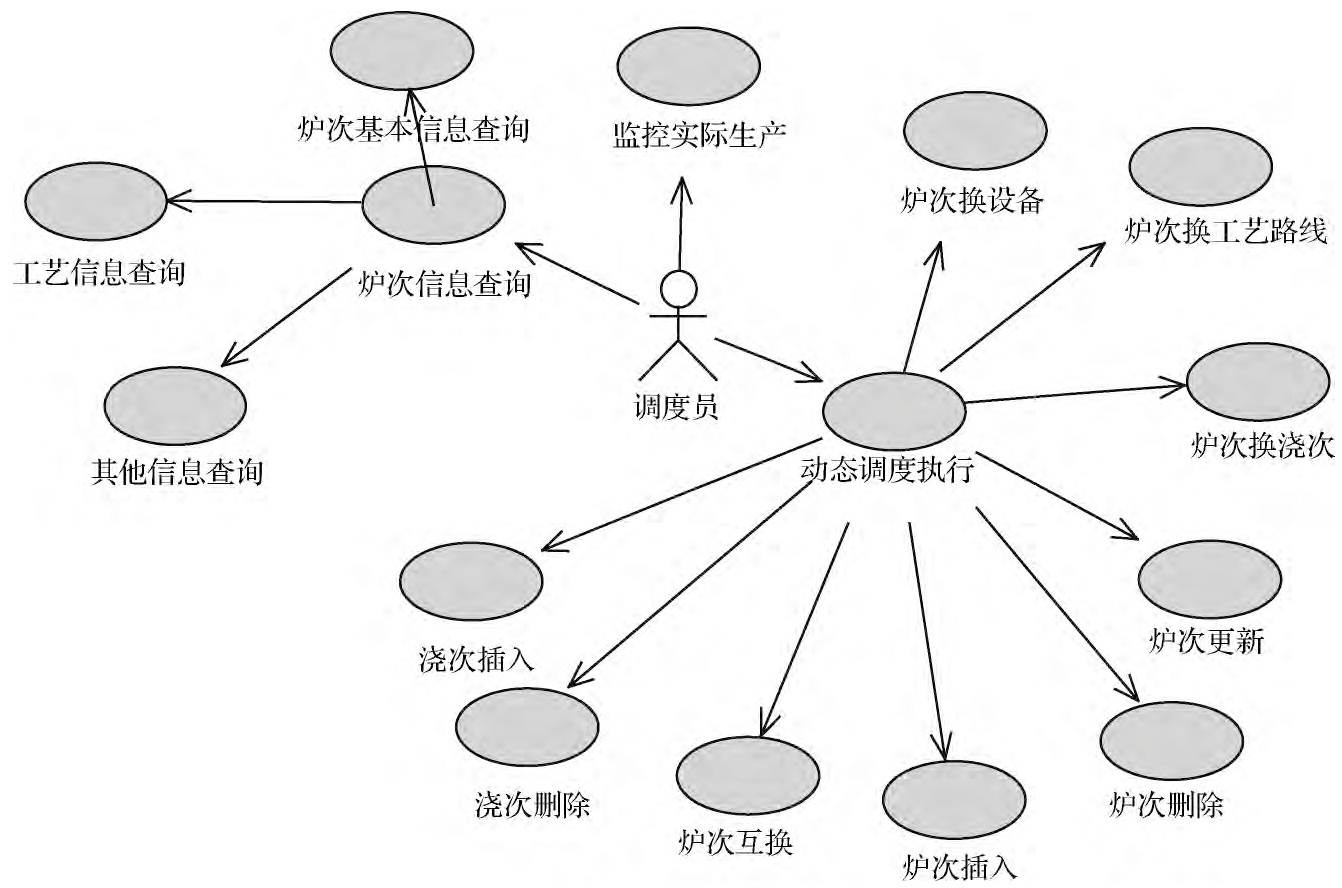
MES系统 (图5) 是炼钢生产的重要组成部分, 它根据外部供应 (主要是炼铁铁水等) 的状况和交付 (供热轧合格铸坯) 的需求, 控制转炉冶炼、精炼和连铸作业工序的生产节奏, 使工序间的物流传递满足生产工艺要求, 确保生产的顺利进行[11-12]。
迁钢依托MES系统实现了生产系统的统一管理, 其内容包括作业计划、生产调度、质量管理、数据管理及分析等。通过使用MES系统后, 生产排程效率大幅提高, 执行力随之提高, 同时也提升了管理水平。
图5 MES系统Fig.5 MES system
4、 结语
按照精益生产管理理念, 对炼钢工艺流、时间流、物质流及信息流进行深入研究, 通过建立生产时刻表、优化工艺路线、实现专线化生产、借助钢包管理系统和炼钢MES系统方面进行生产组织, 解决了限制性环节, 清除诸多制约因素影响, 各项指标得到了较大提升, 降低了成本, 提高了生产效率, 保证产线高质量、高效率、低成本的稳定运行。
参考文献:
[1]王建伟.迁钢公司实施精益生产的方案设计[D].沈阳:东北大学, 2012.
[2]谢悦悦, 张敏, 郑磊.精益生产管理提升钢铁企业竞争力[J].标准科学, 2012 (5) :82.
[3]张世和, 黄建华.精益生产管理探讨[J].经济师, 2009 (10) :18.
[4]姜勇俊.通过精益生产管理来提高生产效率的对策[J].管理世界, 2017 (6) :90.
[5]孙争取.新形势下高水平生产组织模式的实践与应用[J].金属世界, 2014 (3) :48.
[6]吴若绮.按“列车时刻表”组织生产[J].企业管理, 2014 (9) :83.
[7]蔡峻, 汪红兵, 徐安军, 等.钢包一体化管理系统的开发与应用[J].冶金自动化, 2014, 38 (4) :30.
[8]冯凯, 贺东风, 徐安军, 等.基于钢包运行稳定性的炼钢厂生产计划优化[J].东北大学学报:自然科学版, 2015, 36 (11) :1619.
[9]杨光, 徐安军, 贺东风.高炉-转炉区段铁水运输温降综述[J].中国冶金, 2018, 28 (4) :1.
[10]杨光, 徐安军, 贺东风, 等.多功能铁水包加盖保温效果分析[J].钢铁, 2017, 52 (7) :96.
[11]周苑, 周岩, 程自力.钢铁企业APS系统与ERP/MES系统的集成设计研究[J].制造业自动化, 2015, 37 (2) :53.
[12]张黎烁, 高继勋.钢铁企业MES中质量管理系统的设计与关键技术分析[J].制造业自动化, 2015, 37 (5) :71.





