集成电路制造设备是集成电路工业生产和技术发展的关键。半导体集成电路工业极大依赖于半导体集成电路制造设备的投资,而且是同步增长的。集成电路制造的生产工艺对设备和环境要求极高,这就决定了产业高昂的固定成本投资。生产专用设备的价值每台几百万美元甚至上千万美元,厂房的成本动辄十亿美元以上。随着设备投资加大的同时,设备折旧与维护的负担也成倍增加。设备折旧和设备维护占据了硅片生产总成本的最大比重,决定硅片生产成本高低的一个关键性因素就是设备是否能够以最高的利用率生产。
1 OEE理论的提出
1.1 OEE定义及计算方法
设备综合效率( OverallEquipmen tEffectiveness,简称OEE)用来度量企业的管理水平。目前,国际上已经把OEE作为评价企业管理水平的常用指标。OEE是用来说明实际的生产能力与理论产能的比例,OEE能够准确地告诉管理者:设备的效率如何、在生产的每个环节有多少损失以及可以采取哪些有针对性的措施改善工作。OEE是一个独立的测量工具,它能够体现出实际产能与理论产能的比率关系。
根据国际标准化组织的QS9000标准定义,设备综合效率(OEE)的计算方法如下:
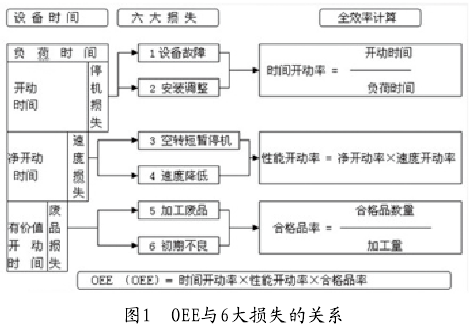
OEE=时间开动率×性能开动率×合格品率
时间开动率是用来评价停工所带来的损失,包括引起计划生产发生停工的任何事件,例如设备故障、原材料短缺以及生产方式的改变等。时间开动率反映了设备的时间利用情况。
时间开动率=开动时间/负荷时间
负荷时间=日历工作时间-计划停机时间
开动时间=负荷时间-故障停机时间-设备调整初始化时间(包括更换产品规格、更换工装模具、更损坏工具所用时间)性能开动率用来评价生产速度上的损失。包含任何阻碍生产不能以最快速度运行的因素,比如设备的磨损、材料的不合格以及操作人员的失误等。性能开动率反映了设备的性能发挥情况。
性能开动率=净开动率×速度开动率。
净开动率=加工数量×实际加工周期/开动时间
速度开动率=理论加工周期/实际加工周期
合格品率是用来评价质量的损失,它用来反映没有满足质量要求的产品(包括返工的产品)。合格品率衡量了设备加工废品损失。
1.2 OEE的分析作用
计算OEE并不是最终目的,计算OEE主要是用来分析OEE的6大损失。OEE与6大损失的关系图如图1所示。OEE损失分为:设备故障损失、安装调整损失、速度降低损失、空转短暂停机损失、加工废品损失及初期不良损失。多种原因共同造影响降低了设备的OEE水平,其中每一种原因对OEE影响的贡献又是各不相同的。只有分别计算OEE的不同“率”,才能分别反映出不同类型的损失。
2 测试设备OEE应用
2.1 测试设备OEE计算
根据OEE的计算公式,结合集成电路生产的特点以及芯片测试厂的实际运行流程定义出测试厂OEE的计算公式进行改良,以便更有效地对OEE进行控制和改进。
具体测试厂OEE计算公式如下:
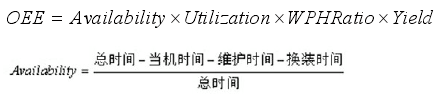
OEE=时间开动率×性能开动率×合格品率
这里的损失就包括计划内的停机和不可预见的故障,前者如周期性机台维护,后者路工程调试、机台异常。
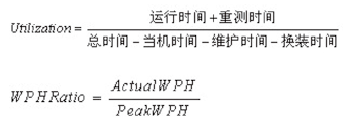
性能开动率:指在设备正常运行时间内,设备处理芯片的理论效率,等于利用率×WPH。
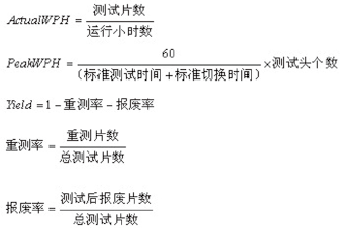
WPH:标准状况下,某机台在既定工序下上单位小时内可以产出的片数(Wafer Per Hour)
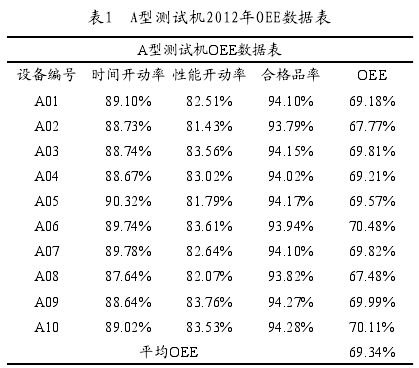
根据测试厂OEE计算公式,计算出2012年A型测试机的平均OEE为69.28%,见表1。
2.2 测试设备OEE损失分析
结合测试厂生产运行的情况,将OEE损失与生产实际问题对应。在分析OEE损失过程中,采用了因果分析法和失效模式与影响分析(FMEA)结合的方法。首先运用头脑风暴的方法将各项损失的因素绘制成因果关系图,接着运用失效模式与影响分析的方法对各种损失进行量化,根据RPN值大小顺序对影响大的因素优先采取改善措施。
这样既能做到重点突出了又能做到了全面兼顾,确保改善速度比较快,效果比较显着。
经过对A型测试机OEE损失分析,可以得出:(1)计划维护时间长;设备故障后等待备件时间长;产品转换时从原先的高温状况转换到常温状况所需时间长是三个造成时间开动率降低的最主要原因。(2)当设备发生异常停机时报警信息不清晰导致现场操作人员不能及时发现;经验不足导致现场工程师处理停机不当;在测试中发生overkill未被及时发现是性能开动率下降的三个主要原因。(3)合格品率损失针痕打出pad而人工检查不能有效发现及晶片中部分die需要重测而将整片晶片重测是造成合格品率降低的主要原因。
2.3 测试设备OEE提升实践
针对影响设备OEE的主要原因,测试厂设备管理人员及其他相关人员采取了相应的改进措施:(1)优化计划维护流程修改计划维护手册,减少了计划维护时间;自行研发辅助降温设备,缩减了设备降温过程;创建备件数据库,完善备件管理方法提升时间开动率。
(2)开发设备故障信息采集系统及时准确地掌握设备状况;建立设备异常及处理信息系统方便现场维修人员做出正确判断并采取有效措施;升级设备版本增加设备功能等方法提升性能开动率。(3)通过优化生产流程等方法提升合格品率。
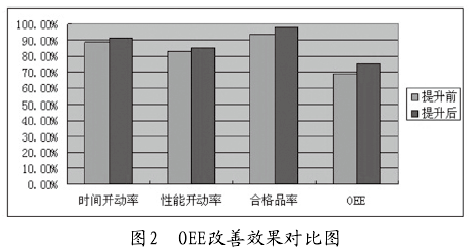
通过一系列的改进措施,A型测试机的OEE提升了6.15%。A型测试机产能增加产生的直接效益为每年27.5万美金。OEE改善效果对比图见图2。同时,此次测试机OEE提升的实践为今后测试厂设备管理提供了理论依据和实践经验。
3 结语
对于基于设备综合效率的研究,前人已经作了许多工作,本文以此为基础作了一些实践性方面的探索,通过对芯片测试机设备综合效率的研究,运用因果分析、FMEA等方法,分析了影响OEE的各项因素并制定了改善方案,最终达到了提升OEE,增加了有效产能,降低制造成本的目的。同时在OEE提高之后,在生产中的执行和控制也是非常重要的。
参考文献
[1] 汤建红.基于TOC的设备OEE改善[D].上海交通大学,2009.
[2] 刘瑾.改善CQTI厂设备管理方案设计与初步实施[D].重庆大学,2006.
[3] 李葆文.TPM推进中设备综合效率的计算问题[J].设备管理与维修,2002