引言
橡胶是提取橡胶树、橡胶草等植物的胶乳,可制成有绝缘性、有弹性、不透水和不透气的材料。新鲜的天然胶乳含橡胶组分 27% ~41. 3% ( 质量) 、蛋白质0. 2% ~ 4. 5% 、糖类 0. 36% ~ 4. 2% 、水 44% ~ 70% 、天然树脂2% ~5% 、灰分0. 4% 。橡胶树割胶流出,呈乳白色,固含量为 30% ~ 40% ,橡胶粒径平均为1. 06μm,可直接作表面涂层、制造薄膜和胶粘剂等,经加工也可制成生橡胶、胶乳制品( 如手套、海绵、气球、医用胶管等) ,广泛应用于日常生活中。橡胶的广泛应用带动了当地经济的快速发展,但是胶液的收集确是一大难题。目前,海南大部分胶农还是采用人工割胶,劳动强度大、效率低、安全性差,从而导致了综合成本偏高,极大地制约了橡胶产业化、商品化的发展。
为此,设计了一种仿手工割胶的割胶机械,并以弧形挡板、刀片块与螺钉弹簧的配合定距来辅助割胶; 电机摆放角度、刀片形状与刃口呈 45°角,能防止胶液外流,大大提高割胶的质量。同时,通过 PLC 对橡胶切割过程实现自动控制,可提高劳动舒适性和割胶效率。
1 割胶方法及原理
1. 1 割胶方法
乳是在韧皮部的筛管中进行,外树皮的细胞排列紧密,细胞间隙比较小,起到保护作用。割胶时只需要轻轻滑动刀盘将树皮割裂划破韧皮部分。这里仿照人工割胶的方法,采用倾斜 45°齿形刀片与弧形挡板的有效结合控制切割深度,可充电电池提供电量,电动机通过主轴带动齿形刀片快速旋转,胶农只需完成割胶动作,结构简单、操作方便。
1. 2 割胶原理
当割胶机开始工作时,由电动机提供动力源,通过主轴传递带动齿形刀片快速旋转。右手拿起割胶机,左手清除树干的一些干枯树皮,理出一条割胶通道,然后刀具向内倾斜插入树皮,沿着树文向下倾斜45°绕树大概 1 /2 之后收刀; 稳拿割胶机准确地一刀接一刀的在树上割出四方皮,完成对橡胶树韧皮部分的切割运动。刀片下面设计成略带弧形挡板,目的是为了更贴合树干,挡板后为两支柱外套弹簧,内为矩形螺纹,通过机座头部上方孔,从上方旋入矩形螺纹钉入下面挡板支柱内,固定挡板于支座头上; 通过用螺丝刀旋转上面螺钉可以起到定距作用,以此来控制刀片切入树体深度,减少割胶破坏率。电机摆放成 45°,即与挡板贴合的树干方向,同时刀片形状,刃口也为45°设置,目的是让切入树的位置为深度倾斜向里,防止胶液外流,胶液能顺利从树干倾斜口向下流到集胶碗里。
2 割胶机的机械结构与功能
2. 1 割胶机的机械结构
割胶机的机械结构如图 1( a) 所示,三维装配图如图 1( b) 所示,三维爆炸图如图 1( c) 所示。该割胶机设计为手拿式切割机构,小型便捷,机械部分主要由机体、切割装置和挡板装置组成。机体主要由支座架和手柄构成; 切割装置主要由电动机、主轴、45°齿形刀具和刀罩等构成; 挡板装置主要由弧形挡板,刀片块和螺钉弹簧等构成。
2. 2 割胶机结构的部分功能
切削部分主要由电动机提供动力源,通过主轴转动带动刀具飞快旋转以达到预期目的,提供给刀盘一个旋转动力,从而带动刀盘在树干上的韧皮部分进行切割运动。刀具结合刀罩,既美观又提高安全系数;并采用刀锋倾斜 45°完全适应划刀沟槽,避免破坏树干机理,可快速完成割胶动作,直接提高劳动舒适性和工作效率; 将刀片直接安装在电动机主轴上,减少能量损失,配合垫圈和螺母以固定。垫圈是垫在螺母与刀片之间的零件,一般为扁平型的金属环,用来保护刀片不受螺母的擦伤,分散螺母对刀片的压力。挡板部分可适应刀具和树皮结构、手动调节深度,大大提高了精准性; 手柄部分适应人体工艺学满足了握柄的舒适度和便捷度。
3 控制系统的硬件结构
3. 1 PLC 控制系统
随着电子技术和信息技术的飞速发展,出现了多种实用的控制技术,如继电器控制技术、计算机控制技术、单片机控制技术及 PLC 控制技术等。可编程程序控制器( 简称 PLC) 是带有存储器和可以编制程序的控制器,是可以在工业环境下应用而设计的一种数字运算操作的电子装置。它能够存储和执行指令,进行逻辑运算、顺序控制、定时、计数和算术运算等操作,并通过数字式和模拟式的输入输出,控制各种类型的机械和生产过程。PLC 具有编程方便、功能完备、开发周期短、可靠性高等优点,广泛应用于自动控制的领域中。本割胶机采用 PLC 为核心控制器,实现运动的自动控制。
3. 2 PLC 硬件系统
硬件系统结构如图 2 所示。PLC 硬件系统一般由中央处理器( CPU) 、存储单元、输入输出接口、电源、I/O 接口、外部设备接口及编程设备等几个部分构成。外部设备所呈现的各种信号会作为变量通过接口输入到 PLC 系统程序中,经过数据处理和逻辑运算之后,再以变量的形式输入到相对应的输出接口,就可以使输出设备控制外部设备的一系列运动。
4 PLC 控制系线图统的 I / O 接及梯形图
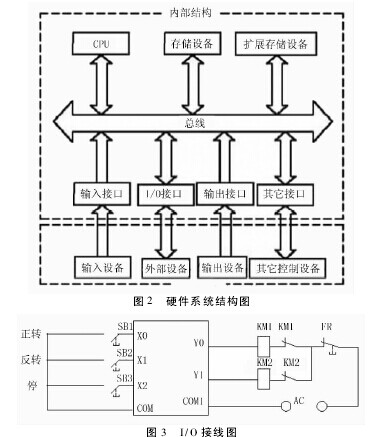
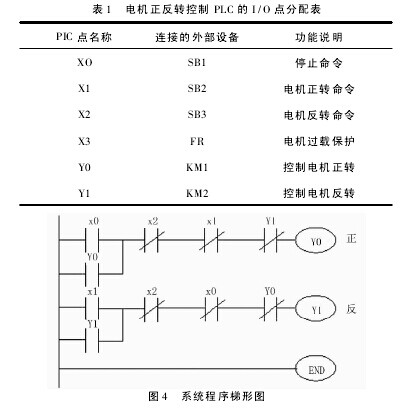
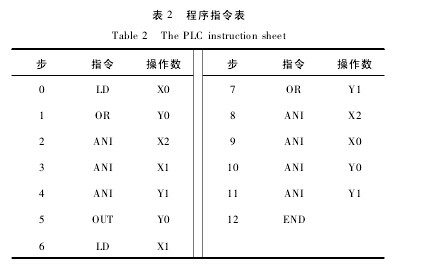
为了实现整个割胶系统运动的自动控制,割胶机的控制将采用日本三菱公司生产的 FX2N 系列 PLC来完成,然后用步进梯形指令( STL) 来编写割胶机的控制程序。其 I/O 接线顺序功能图如图 3 所示,I/O点分配表如表 1 所示,其系统程序梯形图如图 4 所示,相对应的指令表如表2 所示。其输入和输出条件分别表示如下: X0 为行位开关,用来控制电动机的正转;X1 为行位开关,用来控制电动机的反转; X2 为行位开关,用来使工作停止; FR 为过载保护; Y1 为电动机正转; Y2 为电动机反转。【图2-4】【表1-2】
5 结束语
随着经济发展,国内国外市场对橡胶以及其加工产品的需求量越来越大,橡胶作为我国主要的经济作物之一,其加工产业的发展可推动当地地区经济的发展。本文首先介绍了一种新型割胶的方法,着重介绍了割胶机的割胶原理、机械结构和主要功能,并设计了基于 PLC 控制的割胶运动系统。同时,主要从硬件设计了控制系统的结构及 I/O 接线图和相应的梯形图。该小型割胶机的实现具有很大的价值,可提高橡胶产业的经济效益、增加自动化程度、降低人工劳动强度、提高劳动舒适性,有利于橡胶加工产业的发展。
参考文献:
[1] 杨芝清. 实用橡胶工艺学[M]. 北京: 化学工业出版社,2011.
[2] 刘建. 基于 PLC 的磨线机和剥线机控制系统的设计与实现[D]. 柳州: 广西师范大学,2008.
[3] 廖常初. 可编程序控制器应用技术( 5 版) [M]. 重庆: 重庆大学出版社,2004.
[4] 廖常初. 可变控制器的编程方法与工程应用[M]. 重庆:重庆大学出版社,2001.





