摘 要: 随着科技的发展, 在现代化的卷烟生产中, 包装机的生产速度达到500-600包/分钟, 上海烟草设备公司生产的ZB48超高速包装设备速度更是达到了800包/分钟, 速度如此高的包装设备在机械结构方面变的更是紧凑, 现阶段使用的小盒外观检测设备适用于车速在350包/分钟的中速包装设备上, 如何在超高速包装设备生产中对带有缺陷的烟包进行甄别成为行业的难题。本文简单介绍超高速包装设备小盒烟包生产过程中, 数字图像处理系统如何在线检测并甄别出生产线上有外观缺陷的产品。
关键词: 数字图像处理; 超高速包装机组; 在线检测;

1. 引言
在现代化的卷烟生产中, 包装机的生产效率达到了600-800包/分钟, 如此高的速度, 中速包装机的小盒烟包检测装置已经无法满足对超高速设备的烟包包装外观质量检测, 为防止带缺陷的烟包流入市场, 影响企业品牌形象, 造成企业的信誉度受损, 就需要为超高速包装设备安装高速小盒外观检测机构。目前, 数字图像处理系统对小盒外观进行检测已经在烟草行业应用得较为广泛, 如何将此技术用于ZB48超高速包装设备是本文讨论的主要问题, 本文介绍基于图像处理的ZB48小包外观检测技术, 针对ZB48包装设备出现的结构紧凑、运行速度高等问题, 提出的新型检测方案, 及时发现并剔除不合格的小盒包装, 满足卷烟生产流水线的高效性, 保证产品的质量。
2. 检测系统介绍
2.1、 检测位置以及检测方式的选择
由于卷烟生产流水线的速度特别快, 而小包包装中出现缺陷是具有随机性和多样性的, 不同于普通中速包装机的机械结构和包装方式, ZB48包装机的机械结构更加紧凑复杂, 因此选择合理的检测位置和检测方式是尤为关键的。根据观察, 可以安装小包外观进行检测的位置主要有两个:一是在包装机的第一干燥鼓轮出口位置, 二是在烟包分离鼓轮的出口位置。小包外观检测的拍照触发方式有两种:使用光纤进行触发和编码器触发。
对不同的检测位置进行利弊分析:在第一干燥鼓轮出口位置处, 根据烟包输送方式结构, 在此位置的烟包是通过两端的窄皮带进行输送, 安装在这里可以对烟包除去两个端面的其余四个面进行检测;在烟包分离鼓轮出口位置处, 输送通道长, 空间大, 但是输送方式是通过齿形带和盖板输送, 安装在这里就需要对部分输送轨道进行改造, 成本较高。根据对香烟生产流程的分析, 本论文提出在小包第一干燥鼓轮处进行检测和剔除处理的方案。
对不同的检测方式进行利弊分析:使用光纤触发方式进行小包烟的拍照触发时, 由于小盒盒片存在色差, 因此光纤的触发方式会出现误触发导致的误剔除现象, 就需要重新调整, 频繁的调整会使检测处于不稳定的状态;使用编码器进行触发拍照时, 杜绝了由于小盒盒片造成的误触发的发生, 保证了检测处于稳定状态。因此, 我们选择使用编码器的触发方式。
2.2、 图像采集方式
根据小包装外观质量检测内容可知, 小包装外观存在的缺陷有:小包的错牌、变形、底边开胶以及小包的标志性图案、文字印刷错误, 小包的硬包翻盖和外露等。由于小包包装中出现的缺陷多种多样, 而且在ZB48包装机生产过程中存在高速、中速、低速, 以及传送带存在轻微的震荡的情况发生, 因此, 在采集图像时就得考虑相机的选择, 以及周围的光线对拍照时画面曝光度的影响, 合理的选择相机和光源, 并对相机的拍照方式进行适当的设置能够提高图像处理的精确度。
故此选择使用2台彩色高分辨率工业CCD摄像头, 该CCD使用目前最为先进的千兆以太网接口, 可检测烟包4个面的包装质量 (和皮带接触的底面除外) 。每秒可检测10包以上烟包, 可轻松匹配800包/分钟的ZB48烟机。光源方面使用的是多条高亮度白光LED作为光源, 从烟包的不同角度打光, 以有效消除阴影以及反光。并且该套光源工作在频闪状态, 可以有效降低工作温度, 提高光源的稳定性以及寿命。
烟包通过检测装置拍照后的图片, 通过以太网传递给工控机的内存, 以供CPU进行图像处理。
2.3、 系统总体结构及工作流程
基于数字图像处理技术的小包外观质量在线检测系统的总体结构如图所示。
图系统结构框图
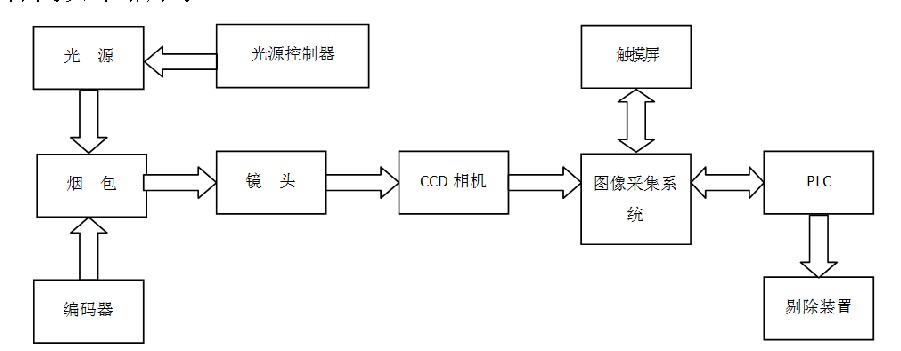
该系统的硬件由2台彩色高分辨率工业CCD摄像头, 该CCD使用目前最为先进的千兆以太网接口, 总共可以检测烟包的4个面。一套LED照明系统, 该套照明系统由多条高亮度LED光源组成, 并从烟包的不同角度打光, 以有效消除阴影以及反光。一套喷气控制装置, 用于清除镜头上的灰尘, 保证成像清晰。一套编码器触发装置, 编码器安装在通道皮带输送主传动轴上, 每当经过设定相位以后, 启动CCD进行图像捕捉, 并开始进行图像处理。一套IO控制板, 该控制板控制系统中的所有的IO点, 并通过RS232口和上位计算机通讯, 当检测出质量不合格烟包时, IO控制板输出信号给烟机, 烟机剔除该烟包。一套高性能工控机:处理速度快, 将图像通过以太网传递给工控机的内存, 以供CPU进行图像处理。
工作流程:装置的编码器主要起到触发相机拍照的功能, 当小盒烟包经过时, 触发拍照信号发送给可编程逻辑控制器 (PLC) , PLC完成对LED光源的调节, 并将信息反馈给工业电脑, 工业电脑通过以太网控制智能相机拍照, 拍摄到的照片通过以太网以数字信号返回到工业电脑进行图像处理, 若检测到产品有缺陷, 则记下缺陷产品的位置并跟踪, 随后由PLC执行剔除操作。
3. 结论
本文主要介绍了一种基于数字图像处理技术、工业控制处理器和触摸屏的控制系统, 该系统应用于ZB48包装机机组的小包外观检测方向, 通过该系统的检测, 能够在超高速的包装设备运行过程中, 准确剔除带有缺陷的小盒烟包, 保证了产品质量, 取得了间接的经济效益。
参考文献:
[1]《数字图像处理技术》詹青龙、卢爱芹、李立宗、蔺媛媛清华大学出版社2010





