����ժ Ҫ����Ϊ�˽������������е�����Ͼ��ȵ͡��ȶ��Բ��ߡ�ά��Ƶ�ʸ�, �����������ϲ���λ�����ű��ϵ�����, ���������������е���ĥ��Ϊ����, �������ͨ�û�е��, �����������ŷ�������ϵķ�ʽ, ���Ķ�λ�ṹ�����ŷ������������˿������, ͬʱȡ�����˽ṹ, ��������, ���Ͼ��ȸ�, �ȶ��Ը�, �����ʵ͡�
�����ؼ��ʣ�������; ��е��; �ŷ�; ����ϵͳ;
������������ȼ���ϵ���Ҫ�㲿��, ���żӹ����ڴ���������, ���չ��̽�Ϊ����, �ӹ�����϶�, ����С, ���Ŀ�, ����Ҫ��ߡ���������������ҵ�Ѿ���ʼ�Զ�������, ���ü���������е������˹����糵�������ϡ�ĥ�������ϡ��ж������ϵȶ������˼���������е�֡�����������е���ܹ�����˹�, �����Ͼ��ȵ�, �ȶ��Բ���, ά��Ƶ�ʸ�, ������������ϲ���λ, �������ű��ϵ������Ϊ�����һ����, �������ᾫ����������˾���������ְҵ����ѧԺ����, ���������������е���ĥ��Ϊ����, ʹ�������ŷ����ƽ�ϵķ�ʽ��������������ϻ�е�֡�
��������е������������, ����ʹ����ת���˽ṹ, ������������ѹӰ��ϴ���ҵ����Դϵͳ��ѹ�����ϴ�, ������������������ȶ�, Ӱ�춨λ���ȡ��ڱۻ�е�ֺͽ��Ͻṹʹ����ת���˽ṹ, ��λ���ϴ�, ͬʱ������ʹ�ó���һ����ĥ���������, �����ȶ��½�, ���������ߡ�
����1 ����ͨ�û�е������ṹ���
�������ݶԼ���е�ֵķ���, ����е��������ڵ���Ҫԭ�����ں��Ķ�λ�ṹ������������, ���Ĵ����������˽ṹ���¡����������ԭ��, ��������˻�е��, �����������ŷ�������ϵķ�ʽ, ���Ķ�λ�ṹ�����ŷ������������˿������, ͬʱȡ�����˽ṹ, ȫ��ʹ��ֱ�ߴ�����

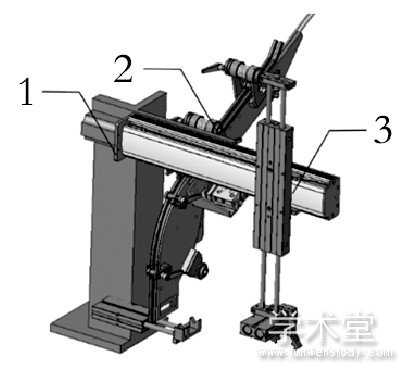
������ͼ1��ʾ, �������ŷ�������ϵ�����ͨ�û�е����Ҫ�����ֹ���:֧��ϵͳ, �Զ��ϲ�ϵͳ, ץȡ��е��ϵͳ��֧��ϵͳ��Ҫ��֧��������е��ϵͳ, �������õĸ��Ժ�ǿ��, ��֤�Զ��ϲ����ظ���ʱ�ܹ��ȶ�֧��, ץȡ��е���ڸ������е�ʱ���ܹ����ָ���, ���������ȶ��ķ�Χ�ڡ��Զ��ϲ�ϵͳ�߱��������ŵĹ���, ���Ը������ŵĴ�С���е���, ������Ӧ��ͬ��С�����š����߱����Ϲ���, ���洢������һ��һ���ķ����������������ˮ�߽ӿ�, �����������˹�װ��, Ҳ�����Զ���ˮ�������Զ����ϡ�
����ͼ1 �������ŷ�������ϵ�����ͨ�û�е�ֽṹͼ
����2 �ؼ������ṹ���
����2.1 ץȡ��е��ϵͳ�����
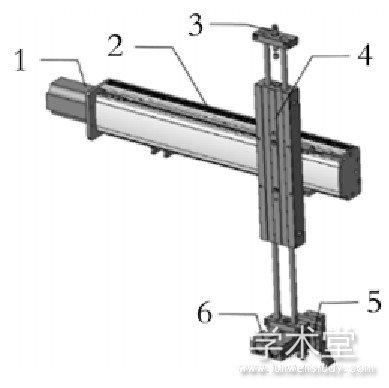
������ͼ2��ʾ, ץȡ��е����Ҫ�����ǽ��Զ��ϲ��������, ��ȷ��ץȡ����������װ��λ�á�ץȡ��е��ϵͳ��Ҫ���ŷ������ֱ��ģ�顢���������������ס��������ס�������צ���ɡ��ŷ��������ֱ��̨������ֱ���˶�, ֱ��̨��Ҫ��ֱ�ߵ������˿�ܡ�ֱ��̨�����������������˶�������������Ҫ������ֱ���˶�, ������������������צ�����������϶�װ�л�����, ��Ҫ���г̻�����г̵��������á�
����ͼ2 ץȡ��е��ϵͳ
����2.2 ֱ��̨���
����ֱ��̨����ֱ�ߵ���֧�ŵ���, ʹ�ù���˿������, ����ˮƽ�ڹ�ʽ�ṹ, ��ֱ֤��̨���ȶ��ԺͿɿ��ԡ���Ի��鸺�ɺ����������м��㲢��ϵ����������̵IJ�������ѡ�͡����豸ѡ��̨�������Ƽ��ɷ�����˾��ֱ�ߵ����Ʒ��
����3 ����ϵͳ���
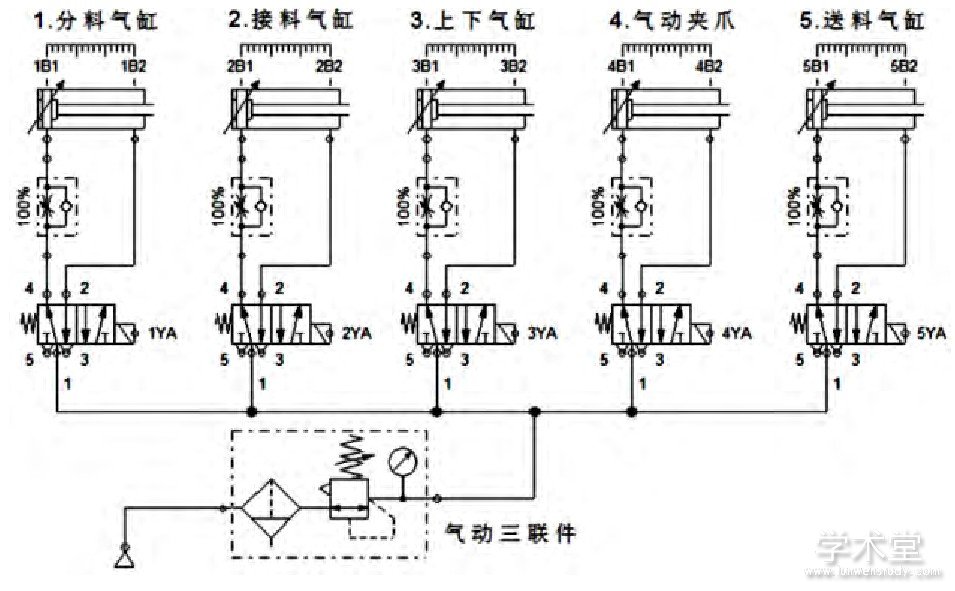
��������ͨ�û�е��������·ͼ��ͼ3��ʾ, ��1Ϊ���������˳�����
����4 ����
���������������ŷ�������ϵ�����ͨ�û�е�ֳ����ܹ�������ĥ����������Ҫ����, �������������ų��������Ϲ���, �ж������Ϲ����, �Ѿ����������ᾫ����������˾����ʹ��, ���Ͼ��ȸ�, �ȶ��Ը�, �����ʵ͡�
����ͼ3 ����ͨ�û�е��������·ͼ
������1 ���������˳���

���������:
����[1]�Ű.��е����ֲᵥ�б�:��ѹ��������� (��5��) [M].����:��е��ҵ������, 2015.
����[2] �¹�FESTO��˾.FluidSIM Pneumatics�����������.
����[3] ����.Һѹ����ѹ���� (��4��) [M].����:��е��ҵ������, 2014.
����[4] ����.����������PLCӦ�� (��4��) [M].����:��е��ҵ������, 2015.
����[5] SMC (�й�) ����˾.�ִ�ʵ����������[M].����:��е��ҵ������, 2014.
����[6] ղ�Ѹ�.Pro/ENGINEERҰ���5.0��е��ƽ̳�[M].����:��е��ҵ������, 2015.
����[7]����.������������Ӧ��[M].����:�ߵȽ���������, 2014.
����[8]����, �Ż�.������ĥ��ȫ�Զ���������ϵͳ���[J].�ִ���е, 2016 (3) :66-68.
����[9]����.������ĥ�����ϻ�е�ֵ����[J].���ܼ�����װ��, 2017 (16) :56-58.





