摘 要: 本文介绍的伺服定位机械手模拟了工业控制中机械手定位搬运货物, 通过对基于三菱PLC伺服定位机械手的硬件和软件设计, 实现了工件搬运的自动控制。该定位机械手水平方向由三菱伺服电动机控制滚轴丝杠正反转, 完成水平左右移动, 机械手垂直方向、夹紧/放松均由电磁阀控制气缸实现。
关键词: 伺服定位机械手; 三菱PLC; 三菱伺服电动机;
Abstract: The servo positioning manipulator described in this paper simulates the positioning and transporting of the manipulator in industrial control.Through the hardware and software design of the servo positioning manipulator based on Mitsubishi PLC, the automatic control of workpiece handling is realized.On the horizontal direction, the positioning manipulator is controlled by the Mitsubishi servo motor to turn the roller screw forward and backward to complete the horizontal left-right movement.On the vertical direction, the clutching and releasing of the manipulator are realized by the solenoid valve controlling the cylinder.
Keyword: servo positioning manipulator; Mitsubishi PLC; Mitsubishi servo motor;
0引言
机械手发展越来越迅速, 在制造、医疗等众多领域得到了广泛的应用。伺服控制系统是用来精准地跟随或复现某个过程的反馈控制系统, 在很多情况下伺服系统是机械位移或位移速度、加速度的反馈控制系统, 其作用是使输出的机械位移准确地跟踪输入的位移 (或角度) 。通过伺服控制机械手可以实现精确定位, 且操作简单, 易于维护, 有利于提高生产效率, 具有相当的实用性。
1 伺服定位机械手系统组成及控制要求
该伺服定位机械手模拟了工业控制中机械手定位搬运货物, 驱动其机械手装置精确定位到指定工位然后抓取工件, 并将工件输送到指定地点后放下, 实现了工件搬运的自动控制。该伺服定位机械手系统由抓取机械手装置 (执行机构) 、三菱PLC模块、伺服驱动器、伺服电机、触摸屏等部件组成, 系统组成如图1所示。

该控制系统具有手动控制、自动单周期控制和自动连续控制三种模式, 其控制要求如下。
图1伺服定位机械手系统组成示意图

Fig.1 Sketch map of composition of servo positioning manipulator system
(1) 自动控制模式。
按“回原点”按钮, 机械手回到原点位置;按“启动”按钮, 垂直机械手向下移动至下极限位置, 机械手指夹紧工件, 延时1 s, 垂直机械手向上移动至上限位, 机械手水平移动200 mm, 到位后停止水平右移, 垂直机械手向下移动至下限位, 机械手指放松, 工件释放, 延时1 s后, 垂直机械手向上移动至上限位, 机械手向左水平移动, 回到原点位置后停止, 完成一个工作周期。连续控制模式就是反复循环以上的搬运动作, 并可以实现计数功能。
(2) 手动控制模式。
该模式通过触摸屏控制, 控制机械手的水平左右移动、上下垂直移动、机械手指的夹紧与放松。在触摸屏上可以设置水平、左右移动的速度与行程。手动模式可以随时切换成自动运行, 自动模式要切换成手动模式必须在系统停止后才能切换。
(3) 停止要求:
任何时候按下停止按钮, 系统完成当前动作后停止。停止时可以手/自动切换, 重新启动系统。
2 硬件设计
2.1 控制系统设备选型
2.1.1 PLC的选型
该系统中输入信号有三个按钮、两个旋钮和五个限位信号, 输出信号有脉冲信号输出、方向输出以及三个电磁阀信号。另外, 系统采用了伺服定位, 需要选用晶体管输出的PLC。因此, 该系统共有10个输入信号, 5个输出信号, 且有一台伺服电机需要控制。根据PLC的选型原则, 在原有输入/输出点的基础上再预留20%~30%的余量, 故最终选用三菱FX3U-32MT型PLC。
2.1.2 伺服驱动器及电机的选型
本文选用三菱MR-JE-10A型AC伺服驱动器及配套的HG-KN13J-S00型伺服电机。三菱MR-JE系列AC伺服驱动器是以MR-J4系列为基础, 在保持高性能的前提下对功能进行限制的AC伺服。控制模式有位置控制、速度控制和转矩控制三种, 在位置控制模式下最高可以支持4 Mpulse/s的高速脉冲串。
2.1.3 触摸屏的选型
触摸屏是在操作人员和设备之间的桥梁, 本文选用三菱7寸经济型触摸屏 (三菱人机界面) , 其型号为GS2017-WTBD。该触摸屏属于GOT SIMPLE, 可以轻松实现对PLC的位软元件ON/OFF的监视和强制, 对字软元件的设置值/当前值的监视以及该数值的更改等。
2.2 PLC输入输出地址分配表
根据设计要求, PLC输入/输出地址分配如表1所示。
表1I/O分配表
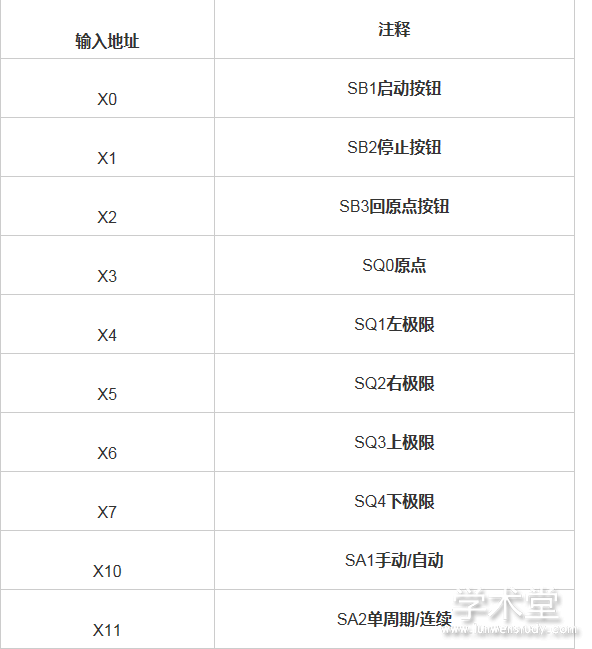
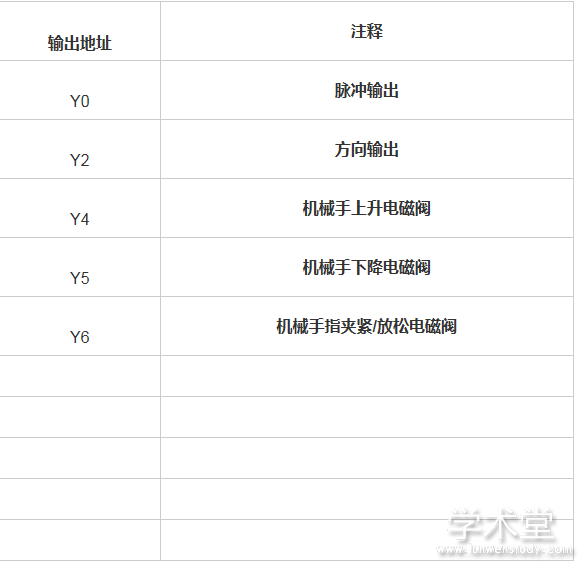
图2气动回路图
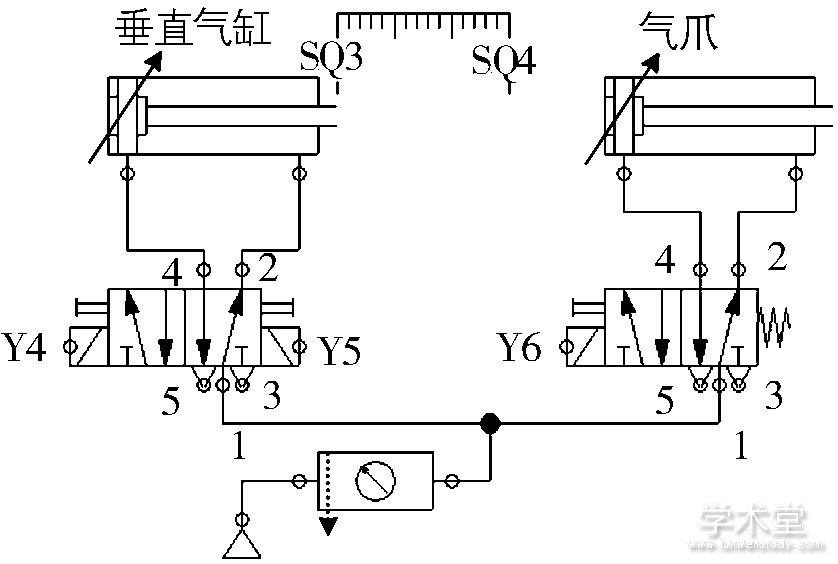
Fig.2 Pneumatic circuit diagram
2.4 电气原理图设计
根据系统设计方案要求, 控制系统电气原理图如图3所示。
图3电气原理图
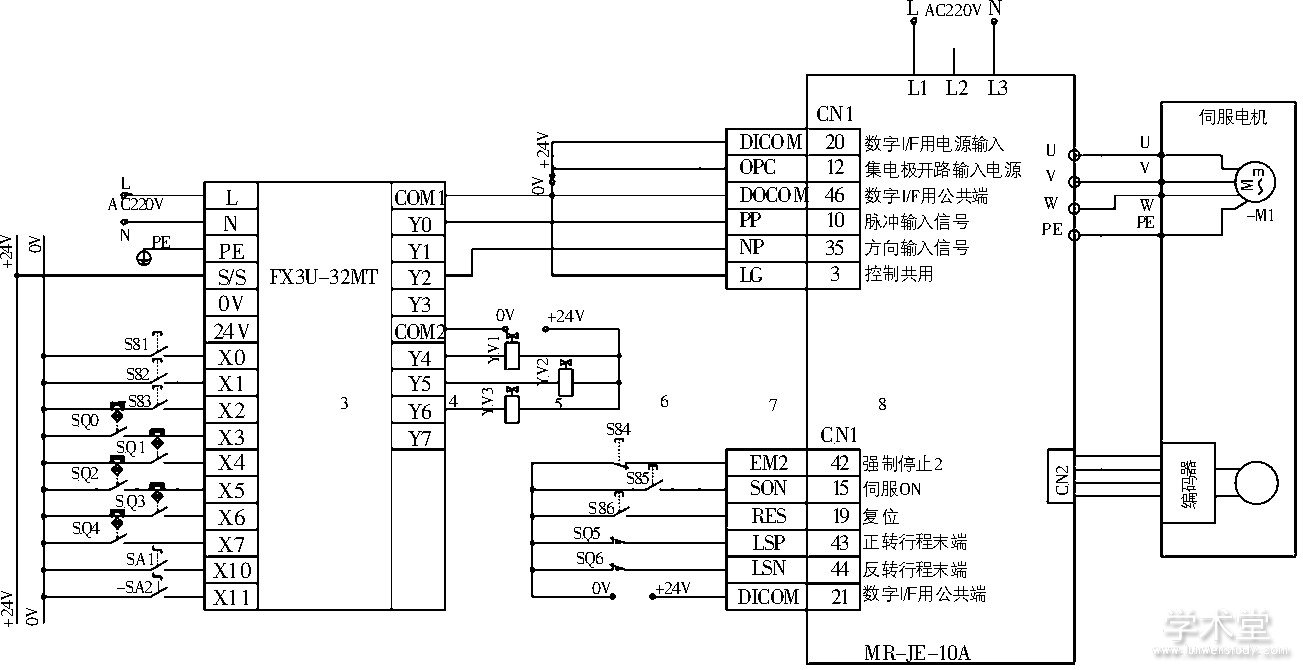
Fig.3 chematic diagram of electrical principle
3 伺服驱动器参数设置
伺服放大器主要参数如表2所示。
表2伺服放大器主要参数

注:简称前面带“*”的参数, 设置后需将电源断开, 再重新接通电源参数才能生效。
4 软件设计
4.1 触摸屏 (人机界面) 设计
通过触摸屏控制机械手水平方向左右移动、垂直方向上下移动、机械手指的夹紧与放松等点动控制。除此之外, 还可以在触摸屏上设置水平方向移动的速度与行程, 其触摸屏参考画面如图4所示。
图4触摸屏参考画面
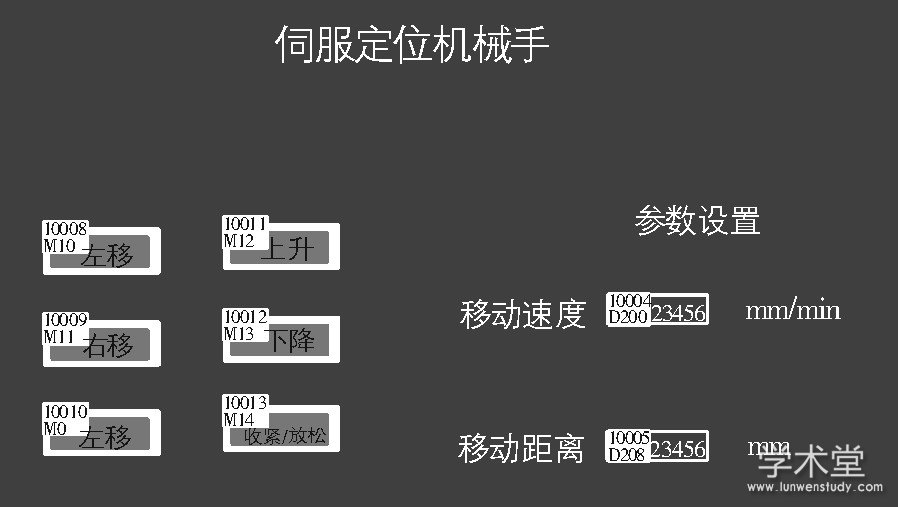
Fig.4 HMI reference screen
4.2 PLC程序设计
4.2.1 触摸屏相关程序设计
在程序中, 触摸屏 (D200) 输入的是水平位移速度, 单位为mm/min, (D200/60=D204) 转化为mm/s, 最终 (D204*2000=D0) 转化成伺服电动机的输入脉冲频率。触摸屏 (D208) 输入的是位移距离, 单位为mm, (D208*200=D2) 转化成伺服电动机的输入脉冲量。触摸屏相关程序如图5所示。
图5触摸屏相关程序
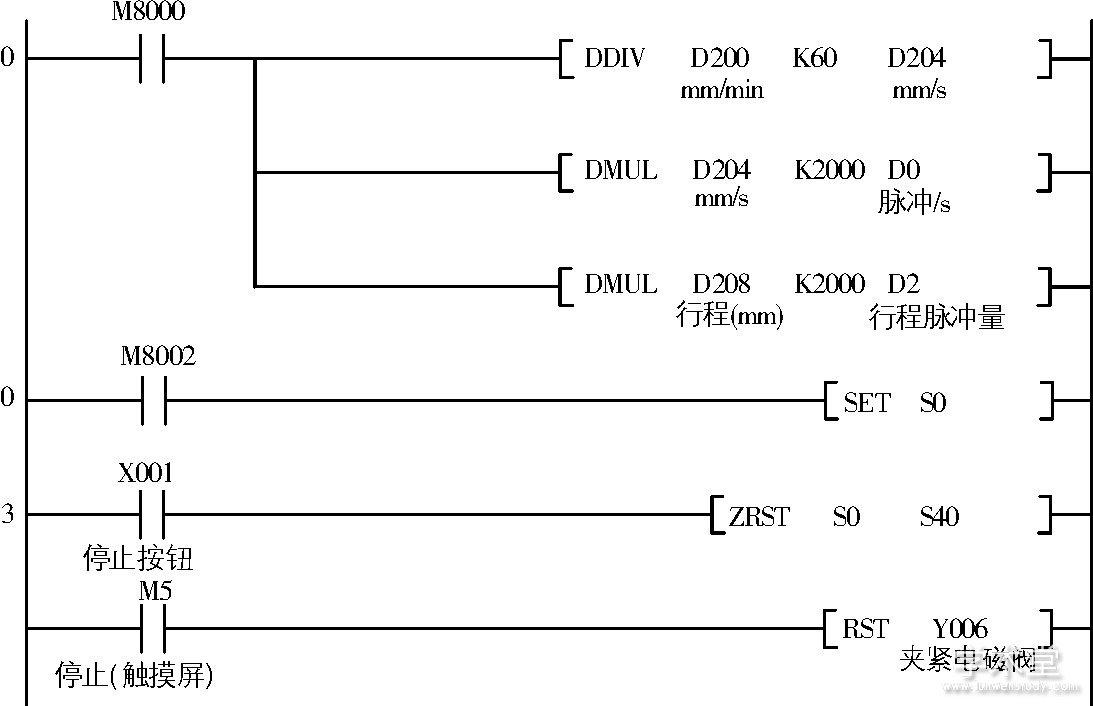
Fig.5 HMI related program
4.2.2 系统回原点程序设计
该系统中采用ZRN指令驱动伺服电机回原点, 除此之外, 还需考虑其气动机械手装置的初始位置 (气爪处于松开状态, 垂直气缸处于上极限位) , 其原点回归程序设计如图6所示。
5 结语
本文通过对基于三菱PLC伺服定位机械手的硬件和软件设计, 实现了工件搬运的自动控制。该系统结构简单, 编程较易上手, 运行精度较高, 具有一定的实用性。
图6系统回原点程序

Fig.6 Back to origin program of the system
参考文献:
[1]林杰文.基于PLC的伺服电机运动控制系统设计[J].机电技术, 2015 (10) :20-23.
[2]胡志刚.基于三菱PLC的伺服电机控制系统设计[J].价值工程, 2017 (5) :80-81.





