
氰乙酸常温下为白色吸湿性结晶,是一类重要的有机合成原料和医药、染料中间体,用于制造胶黏剂、2-氰基丙烯酸乙酯、维生素B6等。其下游的系列酯类产品如氰乙酸甲酯、氰乙酸乙酯、氰乙酸丁酯等氰乙酸的衍生物,在医药、农业、新材料等方面有重要用途。随着对其研究的深入和新用途的开发,对氰乙酸的需求量与日俱增。
目前,固体氰乙酸的合成方法有:氯乙酸氰化法:将氯乙酸经中和、氰化、酸化后得到低浓度的氰乙酸溶液,然后再浓缩、析晶、过滤得到固体氰乙酸。该方法虽然产率较高,但是对环境危害较大,且反应过程复杂,得到的固体氰乙酸产品中Cl-含量高,无法制得高品质的产品。
电合成氰乙酸:将乙腈或氯乙腈电解得乙腈离子,再与二氧化碳反应得氰乙酸,该方法毒性较小,污染较小,但是收率较低。
树脂催化水解法:离子交换树脂具有较强的催化活性和良好的再生稳定性,具有易分离回收、易活化再生、腐蚀性小、不污染环境等优点。本研究以阳离子交换树脂〔4~6〕催化水解氰乙酸乙酯制备氰乙酸,并考察了反应温度、反应时间、水及氰乙酸乙酯的质量比、氰乙酸乙酯与树脂质量比等因素对收率的影响。
1、实验部分
1.1试剂和仪器
D001型阳离子交换树脂,氰乙酸乙酯 (含量99%),均为工业级。四口瓶,电动搅拌器,减压蒸馏装置,水环式循环真空泵等。
1.2实验方法
1.2.1阳离子交换树脂的活化
D001氢型阳离子交换树脂在用之前先用质量分数为7%的盐酸浸泡24h,浸泡后装柱,用7%盐酸溶液 (树脂2倍体积)连续淋洗,淋洗后用蒸馏水洗至中性。然后再用质量分数为7%的氢氧化钠溶液 (树脂2倍体积)淋洗,淋洗后用蒸馏水水洗至中性。最后用质量分数为7%的盐酸溶液 (树脂2倍体积)淋洗,淋洗后用蒸馏水洗至中性。
1.2.2氰乙酸乙酯催化水解
将100g氰乙酸乙酯、100g蒸馏水和活化好的阳离子交换树脂30g置于四口瓶中,搅拌加热至回流,反应5h,减压蒸馏脱醇,脱醇后继续反应5h,反应后再脱醇。脱醇后降温,将母液过滤后倒入四口瓶中减压蒸馏,过滤出的阳离子交换树脂可以重复使用,母液冷却、结晶、抽滤和干燥后可得固体氰乙酸产品。
1.3 分析方法
称量干燥的晶体质量和滤出晶体后液体的总质量,取出部分滤液,加入两滴甲基红指示剂,用标准碱液滴定母液中含有的氰乙酸,用二者之和可求得反应收率。或者通过直接滴定母液来测定氰乙酸的含量,氰乙酸的收率:

2、结果与讨论
2.1 反应温度的选择
实验过程中选择了不同的反应温度,分别为60℃,70℃,80℃,90℃。通过实验证明,反应温度在90℃时,反应速度最快;反应温度过低,无回流现象,水解进行的很慢;反应温度过高时,生成的氰乙酸会转化成丙二酸〔7〕,进而发生脱羧反应,故合适的反应温度是90℃。
2.2 反应时间的选择
实验过程中固定反应温度为90℃,水、氰乙酸乙酯和树脂的质量比为10∶10∶3。试验了不同的反应时间下的转化率,数据如表1。
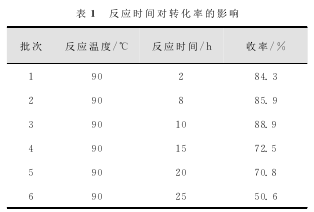
由表1可知,一开始随反应时间的增加,收率略有增加,随着反应时间的延长,收率有明显的下降趋势〔8〕。分析原因,是因为反应时间较短,氰乙酸乙酯不能很好的水解影响收率;反应时间过长,生成的氰乙酸会发生分解,使收率下降;反应时间为10h时收率最高。
2.3 水与氰乙酸乙酯配比的选择
固定反应时间为10h,反应温度为90℃,氰乙酸乙酯和阳离子交换树脂的用量分别为100g和45g,反应中与反应后各脱醇1次,水酯比对收率的影响如表2。

由表2可知,当水和氰乙酸乙酯的质量比为1∶1时,收率最高,为88.9%,为最佳物料配比。水量太少,氰乙酸乙酯不能充分水解;水量太多,虽然可以促使反应向正反应发生,但是因为有大量水的存在,使得生成的氰乙酸进一步水解成丙二酸,丙二酸再进一步发生脱羧反应,反而造成收率的降低。
2.4氰乙酸乙酯和树脂配比的选择
固定反应时间为10h,反应温度为90℃,水酯质量比为1∶1,反应中与反应后各脱醇1次,树脂用量对收率的影响如表3。

由表3可知,随着酯与树脂质量比的增加,收率开始呈上升趋势,当两者比例为10∶4.5时,收率最高,高达88.9%,再增加其比值,收率反而下降。这主要是因为酯的比例太高,催化水解反应不完全;酯比例低时虽然能缩短反应时间,但是加速了氰乙酸的分解,导致收率下降。因此,确定氰乙酸乙酯与阳离子交换树脂的最佳质量比为10∶4.5。
3、结论
732型阳离子交换树脂催化水解氰乙酸乙酯制备固体氰乙酸的最佳反应条件为:反应温度为90℃,反应时间为10h,水和氰乙酸乙酯质量比为1∶1,氰乙酸乙酯与树脂质量比为10∶4.5,在该条件下,氰乙酸的最高收率可达88.9%。
参考文献:
〔1〕马建兵,郑学明.氰乙酸的研究及应用〔J〕.河北科技工业,2009,25(9):393-394.
〔2〕王学花,高俊超,姜申德.高纯度固体氰基乙酸的制备方法〔P〕.CN10052135,2008-01-22.
〔3〕王香善,曾兆森,李玲玉,等.水中取代水杨醛和氰乙酸酯的反应研究〔J〕.有机化学,2006,26(10):1379-1383.
〔4〕冯新亮,管传金,赵学成.阳离子交换树脂的有机催化进展〔J〕.有机化学,2003,23(12):1348-1355.
〔5〕王少青,张勤哲.阳离子交换树脂替代硫酸用于有机合成的催化〔J〕.河北环境科学,2000,8(3):58-61.
〔6〕张宝华,王玉萍,侯力,等.D001-CS阳离子交换树脂催化醋酸甲酯水解反应的研究〔J〕.离子交换与吸附,1994,10(5):406-411.





