����ժ Ҫ�������÷����ӱ�����Լ�PEG6000ЭͬȾ�ϻ��Ժ�SHF-GD�Դ�����ά����Ⱦɫ����, ��Ⱦɫ�������ά�����ʺ�ɫ��Ϊָ��, ͨ����������ȷ�����Ⱦɫ����������������Ϊ:��Ⱦɫʱ��Ϊ80 min��ǰ����, ����Ⱦ�ϼ�Ԫ���۵��¶�Ϊ45��, ����Na2CO3�¶�Ϊ65��, Ԫ��������Ũ��Ϊ55 g/L, ��ˮ̼��������Ũ��Ϊ25 g/L, �����ӱ�����Լ�PEG6000������Ϊ0.1 g/g (�ɵ���) ����Ⱦɫ��Ĵ�����ά����ɨ��羵����, �������:Ⱦɫ����ά�ı���δ��ƻ�, ��Ⱦɫ�������ά����Ⱦ��Ⱦ�Ծ��Ϻ�, û�г���Ⱦɫ����������
�����ؼ��ʣ���PEG6000; Ⱦɫ; ������ά; ������; ��ɫ��;

����Abstract����Non-ionic surfactant PEG6000 and reactive red SHF-GD was synergetic to dye hemp fiber, the dye absorption and fixation ratio was used to evaluate the dye effect through the orthogonal experiment, and the optimal dyeing process condition was determined as follows: on the premise of the dyeing time of 80 min, dye and Na2SO4 were added at temperature of 45 ��, Na2CO3 was added when temperature is 65 ��, Na2SO4 is 55 g/L, Na2CO3 is 25 g/L, PEG6000 is 0. 1 g/g ( dry substrate) . After dyeing, the hemp fiber were characterized by scanning electron microscopy. The results showed that the surface of the fiber was not damaged, and the levelness and penetration of dye on hemp fiber are good, the phenomenon of uneven dyeing was not appeared.
����Keyword����PEG6000; dyeing; hemp fiber; absorption rate; fixation rate;
����������ά֯������ڶ���������, �������ǵ�ϲ��, �����õ�������ʪ��, �����װ�����������庹Һʹ����Ƥ�����汣�ָ�ˬ����[1];�����Ŀ������־�����, ����ά��Ʒ���кܺõı�������, ������Ч��Ԥ��һЩ����;����֯���ܷ����䡢������, ����ΪһЩ����Ҫ����Ʒ������[2-4];��Ԥ����������, ������άҲ�ж���֮��, ����������һЩ��������;������Ʒ�ʹ�����, ��100%���オ��, �������������Ⱦ������, ���ϻ�������[5-6]��
������Ȼ������ά�����ڶ���������, ������������������, �������ά�غ����ϵ�, ����ά�غ����ϸ�, �����Ⱦɫ�����Լ����������̲���������Ӱ��, �ܴ�̶�����Լ�˴�����ά��ʵ����[7]�������ӱ�����Լ��������õ���������, ����Ч������Ⱦ����ȾҺ�е��ܽ��, �����Ⱦ��[8-9]������ʵ����÷����ӱ�����Լ�PEG6000Эͬ���Ժ�SHF-GDȾ�϶Դ�����ά����Ⱦɫ, ̽��Ⱦɫ��ѹ�������, Ϊ����֯��Ⱦɫ�ṩ�ο���
����1�� ʵ��
����1.1�� ʵ�����������
��������:�����ӱ������PEG4000��PEG6000��Tween20��Tween80, ���Ժ�SHF-GDȾ��, Ԫ����, Na2CO3, ����JFC, ����, Ԥ������Ĵ���ϸɴ��
��������:722�ɼ��ֹ��ȼ�, HH-S��.6�͵��Ӻ���ˮԡ��, FA1004������ƽ, Model Y802 K���ٺ��䡣
����1.2�� ���ܲ���
����1.2.1�� ��Ⱦ�ٷ���
������722�ͷֹ��ȼ���Ⱦ�ϵ�������ղ������ֱ���Դ�����άȾǰ��Ⱦ��ȾҺ�������A0��A1, ��:
����1.2.2�� �����ʺ�ɫ��
���������ʼ���ɫ�ʲ��Է�������GB/T 2391—2006����ӦȾ�Ϲ�ɫ�ʵIJⶨ�����в��ԡ�
����1.2.3�� ɨ���������
��������ά����5 mm���ҵ�����, �������ɵ�����ά.��������Ϊ���ʪ��65%���¶�20�桢���ٵ�ѹ15 k V, ����ǰ�轫��Ʒ�����������
����2�� ��������
����2.1�� ��Ⱦ�������ߵĻ���
���������䷽:���Ժ�SHF-GDȾ��Ϊ2% (owf) , Na2CO3Ϊ30 g/L, Ԫ����Ϊ50 g/L, ԡ��1��50��
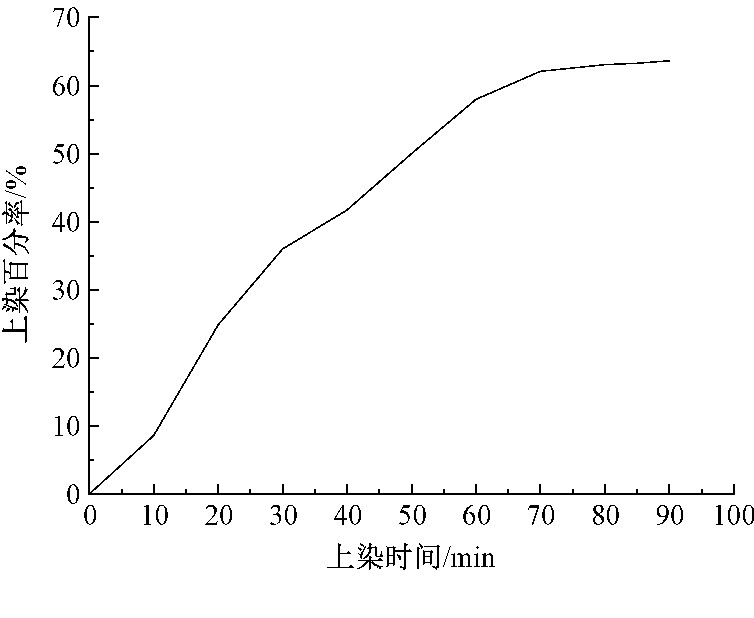
������������:ȡ��Ԥ������Ĵ���ϸɴ1 g, ���ձ��м���50 m L����, ����ˮ�ں���ˮԡ���м�����45��, Ȼ�����ձ��м���0.02 g���Ժ�SHF-GDȾ�ϡ�2.50 gԪ���ۼ�1 g����ϸɴ����Ⱦɫ, ����������65��ʱ����1.5 g Na2CO3, Ȼ��ֱ���10��20��30��40��50��60��70��80��85��90 minʱȡ2 m LȾɫҺ, ����722�ɼ��ֹ��ȼ���������ղ��������������, ������Ⱦ�ٷ���, ������Ⱦ��������, �Ӷ�ȷ�������Ⱦɫʱ�䡣
������Ⱦ����������ͼ1��ʾ�����Կ���:��Ⱦɫʱ���80 min��, ��Ⱦ������������ˮƽ, �ɴ˿��Եó����Ⱦɫʱ��Ϊ80 min��
����ͼ1 ��Ⱦ��������
����2.2�� �����ӱ�����Լ�����Ⱦ�ٷ��ʵ�Ӱ��
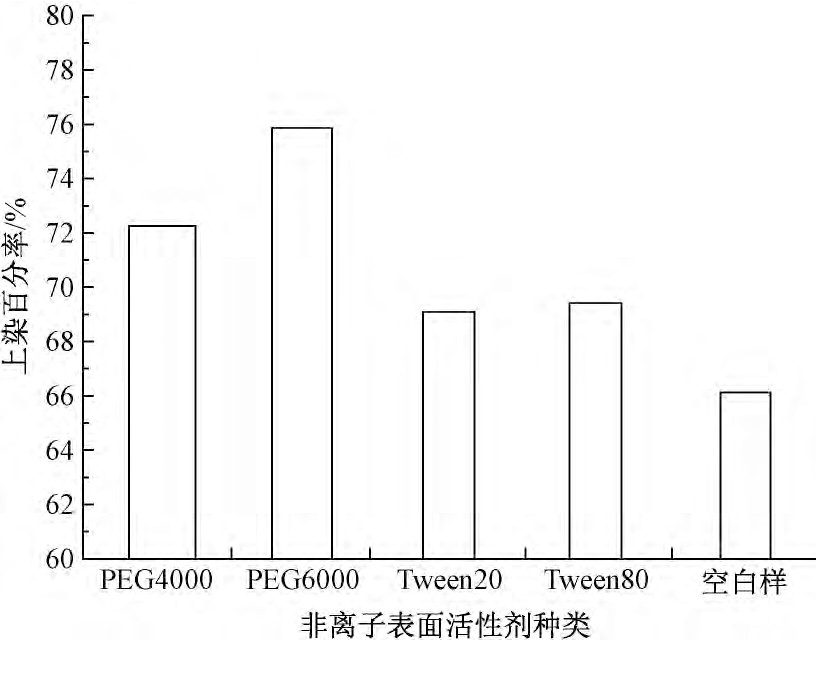
������Ⱦԡ�зֱ��������ӱ�����Լ�PEG4000��PEG6000��Tween20��Tween80, Ⱦɫ80 min��, ����Ⱦԡ������Ȳ�������Ⱦ�ٷ��ʡ������ӱ�����Լ���ȾɫЧ����Ӱ���ͼ2�����Կ���, �����ӱ�����Լ����Դ�����άȾɫ��һ���Ĵ�Ⱦ����, ��PEG6000�Ĵ�ȾЧ����ѡ�
����ͼ2 �����ӱ�����Լ���ȾɫЧ����Ӱ��
����2.3�� ��������
����ѡȡ����Ⱦ��ʱ���¶�, ����Na2CO3ʱ���¶ȡ�Ԫ��������, Na2CO3�����Լ�PEG6000����5������, ÿ������ѡȡ3��ˮƽ�Դ�����άȾɫ���ս������������Ż�, ��������������1��
������1 Ⱦɫ��������������
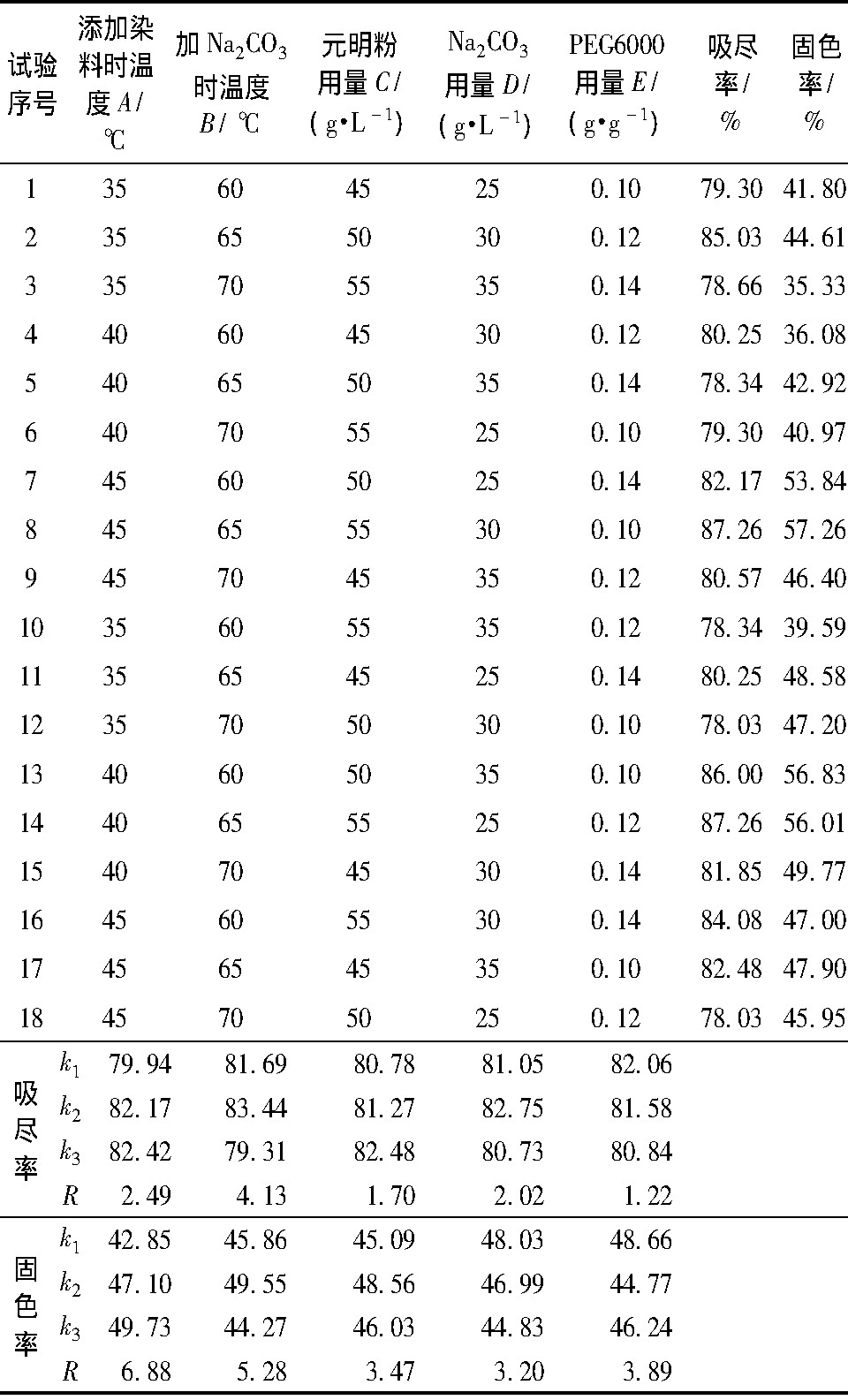
����ע:PEG6000����Ϊÿ�˸ɵ���PEG6000��������ȫ��ͬ��
�����ɱ�1��֪:�����ض������ʵ�Ӱ��˳��:B>A>D>C>E����ѹ���ΪA3B2C3D2E1�������ضԹ�ɫ��Ӱ���˳��Ϊ:A>B>E>C>D, ��ѹ���ΪA3B2C2D1E1���ɱ�1�����Կ���, �ڹ�ɫ�ʷ���kֵ�����������, �ɵó���ѹ�������ΪA3B2C3D2E1, ��������Ϊ��Ⱦɫʱ��Ϊ80 min��ǰ����, ����Ⱦ�ϼ�Ԫ���۵��¶�Ϊ45��, ����Na2CO3�¶�Ϊ65��, Ԫ��������Ũ��Ϊ55 g/L, Na2CO3����Ũ��Ϊ25 g/L, �����ӱ�����Լ�PEG6000����Ϊ0.1 g/g��
����2.4�� ɨ���������
������δȾɫ������ά������Ⱦɫ������ά�Լ����ӷ����ӱ�����Լ�PEG6000Ⱦɫ�Ĵ�����ά��ɨ������������б���۲�, �羵��Ƭ��ͼ3��
����ͼ3 ������άɨ��羵ͼ
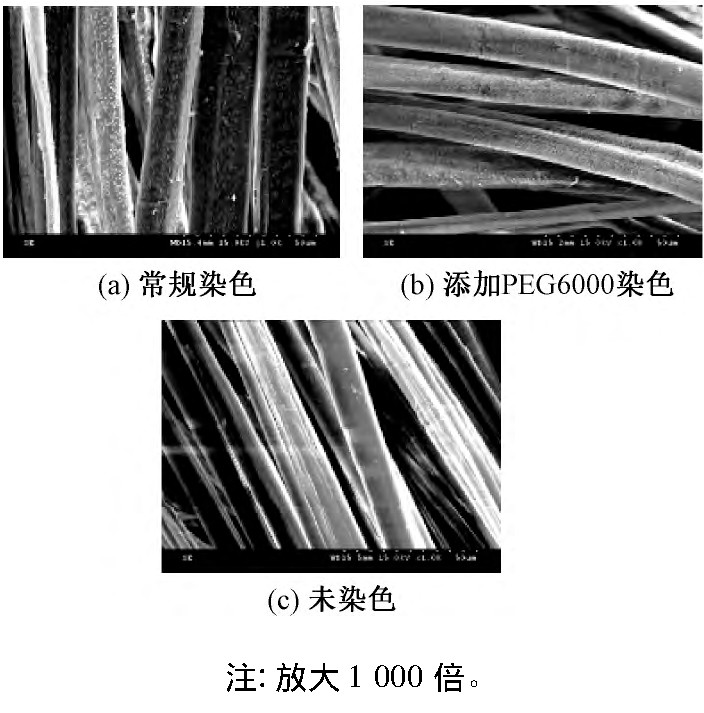
������ͼ3���Կ���, ������ά����û�����Ե�����, ��ά��۵õ��˺ܺõı���, ����ͼ3 (a) (b) ���Կ���, Ⱦ�Ͼ��ȵع�������ά���档�Ƚ�ͼ3 (a) (b) ����, ͼ3 (b) ����ά������ŵ�Ⱦ�����Ա�ͼ3 (a) �Ķ�, �ɴ˿��Կ���, PEG6000�Դ�����άȾɫ�кܺõ���Ⱦ���á�
����3�� ����
����(1) ��ʵ���֪�����ӱ�����Լ�PEG4000��PEG6000��Tween20��Tween80Эͬ���Ժ�SHF-GDȾ�϶Դ���ϸɴȾɫ����һ���Ĵ�Ⱦ����, ��PEG6000Ч����á���Ϊ�����ӱ�����Լ����õĉ�������, ���������Ⱦ����Ⱦԡ�е��ܽ��, ֯�����ȾЧ���õ��˺ܺõ���ߡ�
����(2) ͨ��ʵ��ȷ�����Ⱦɫ��������Ϊ:��Ⱦɫʱ��Ϊ80 min��ǰ����, ����Ⱦ�ϼ�Ԫ����ʱ���¶�Ϊ45��, ����Na2CO3ʱ�¶�Ϊ65��, Ԫ��������Ũ��Ϊ55 g/L, Na2CO3����Ũ��Ϊ25 g/L, �����ӱ�����Լ�PEG6000������Ϊ0.1 g/g��
�����ο����ף�
����[1]�����, ������, ����Ӣ.����ӹ�������״����չ[J].���ҵ��ѧѧ��, 2003, 22 (1) :13-17.
����[2]������.���ڴ�����ά���ܼ���ɷ��Ե�̽��[J].������֯�Ƽ�, 2010, 39 (2) :20-22.
����[3]ȫ����.�����ѽ��������ѽ��������Ż�[J].��ά·���, 2013 (1) :87-88.
����[4]���پ�, ��־��, ��Ƽ, ��.������ά���ܼ�����ø�ѽ����յ��о�[J].����������ѧѧ��, 2005, 3 (2) :69-72.
����[5]�����, ���پ�, ��־��, ��.������ά��ø����[J].�������̿Ƽ�ѧԺѧ��, 2004, 18 (1) :17-20.
����[6]BOCHMANN R, HUBNER R.�������з�������������[J].���ʷ�֯����, 2001 (2) :81-84.
����[7]����, ��һƽ, ����.������ά���ܼ����֯Ʒ�Ŀ���[C]//��ʮ���й���Э������ļ�.����:�й���ѧ����Э��, 2008.
����[8]��Ȼ��, ��ϼ, ���ܰ.�����ӱ�����Լ���C.I.��ɢ60��������Ⱦɫ���ܵ�Ӱ��[J].ӡȾ����, 2012, 29 (7) :43-46.
����[9]Ф����.������Լ��ڷ�֯��ҵ�е�Ӧ�ü���չ[J].�㶫����, 2002 (2) :30-36.





